

- Tarkoitus: Varmistaa, että bioreaktorit täyttävät sääntely- ja tuotantostandardit, ylläpitäen steriiliyttä, tarkkaa ympäristön hallintaa, ja elintarviketurvallisuutta.
- Keskeiset ominaisuudet: Sekoitetut säiliöbioreaktorit valittiin niiden soveltuvuuden vuoksi naudan lihassoluille, tarjoten hallittuja leikkausvoimia ja skaalautuvuutta.
- Haasteet: Bioreaktoreiden skaalaaminen korkeille solutiheyksille ja kustannusten vähentäminen vaati materiaalien, sterilointimenetelmien ja prosessisuunnittelun uudelleenarviointia.
- Ratkaisut: Siirtyminen elintarvikelaatuisille materiaaleille, kustannustehokkaiden sterilointimenetelmien käyttö ja bioprosessinohjausohjelmiston integrointi prosessin optimointiin vähensi merkittävästi kustannuksia.
- Tulokset: Tuotantokustannukset laskivat dramaattisesti, tuottavuus kasvoi 15-kertaiseksi ja kasvihuonekaasupäästöt vähenivät jopa 92%, kun käytettiin uusiutuvaa energiaa.
Tämä tutkimus kuvaa, kuinka validointiprotokollat ja älykkäät suunnitteluratkaisut tuovat viljellyn lihan lähemmäksi hintapariteettia perinteisen lihan kanssa.
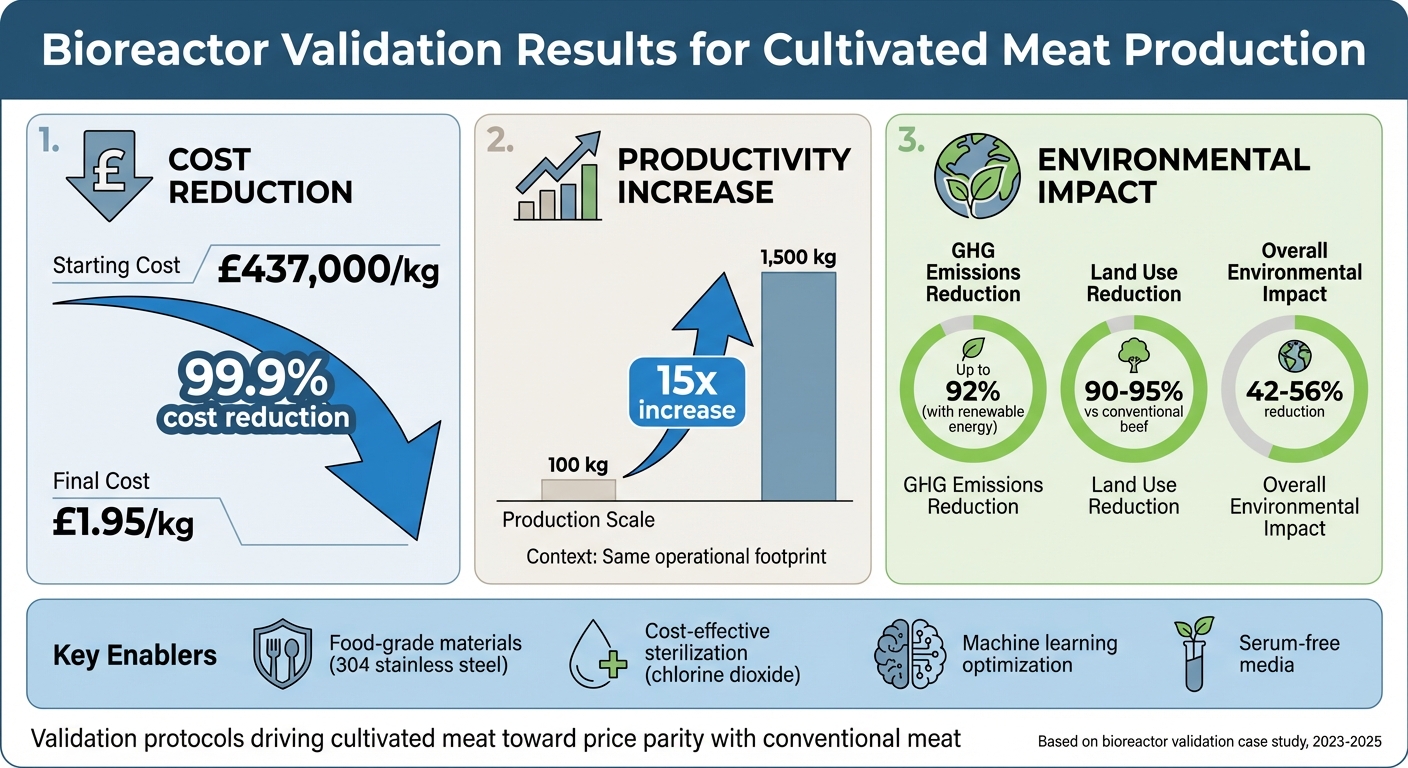
Bioreaktorin validoinnin vaikutus: Kustannusten vähentäminen ja ympäristöhyödyt viljellyn lihan tuotannossa
Bioreaktorin validoinnin sääntelyvaatimukset
Sovellettavat sääntelystandardit
Viljellyn lihan teollisuudessa tiukkojen sääntelystandardien täyttäminen on kriittinen osa bioreaktorin validointiprosessia. Yhdistyneessä kuningaskunnassa Food Standards Agency (FSA) ja Food Standards Scotland (FSS) luokittelevat viljellyn lihan "eläinperäisiksi tuotteiksi" (POAO). Tämä luokittelu varmistaa, että elintarviketurvallisuus- ja hygieniavaatimukset koskevat kaikkia tuotantovaiheita, mukaan lukien bioreaktoritoiminnot.Kuitenkin, Yhdistyneen kuningaskunnan ohjeistuksen mukaan (joulukuu 2025), vaikka nämä tuotteet kuuluvat POAO-kategoriaan, ne eivät laillisesti täytä "lihan" määritelmää. Tämä ero tarkoittaa, että tietyt perinteiset eläinten hyvinvointiin ja mikrobiologiaan liittyvät vaatimukset jätetään pois, mikä muokkaa Yhdistyneen kuningaskunnan tarvitsemia erityisiä validointiprotokollia.
Maailmanlaajuisesti turvallisuusarviointien kesto vaihtelee. Singaporessa ja Yhdysvalloissa tarkastelut valmistuvat tyypillisesti 12 kuukauden kuluessa, kun taas Euroopan unionissa keskimääräinen kesto on noin 18 kuukautta. Yhdistynyt kuningaskunta on luonut oman polkunsa CCP Sandbox -ohjelmalla, joka on rahoitettu helmikuuhun 2027 asti. Tämä aloite mahdollistaa sääntelijöiden suoran yhteistyön yritysten, kuten Gourmey, Hoxton Farms, ja Mosa Meat, kanssa, yksinkertaistaen tietovaatimuksia ja nopeuttaen turvallisuusarviointeja.
"Hiekkalaatikkohanke antaa meille mahdollisuuden nopeuttaa sääntelytiedon hankkimista vähentääksemme esteitä uusille elintarviketeknologioille vaarantamatta turvallisuusstandardeja."
– Tohtori Thomas Vincent, Innovaation apulaisjohtaja, FSA [3]
Toimivallasta riippumatta yritysten on toimitettava yksityiskohtaiset turvallisuuskansiot ennen markkinoille tuloa. Nämä kansiot sisältävät tuotantoprosessit, tuotteen koostumuksen ja turvallisuustiedot. Niiden on myös vahvistettava, että viljelty liha on ravitsemuksellisesti verrattavissa perinteiseen lihaan, mukaan lukien makro- ja mikroravinteiden sekä amino- ja rasvahappoprofiilien analyysit.
Validointiprotokollavaatimukset
Sääntelystandardit vaativat tiukkoja bioreaktorin validointiprotokollia turvallisten ja hallittujen toimintojen varmistamiseksi. Keskeinen osa on Vaarojen analysointi ja kriittisten hallintapisteiden (HACCP) suunnitelman toteuttaminen.Tämä kehys tunnistaa ja lieventää riskejä tuotannon jokaisessa vaiheessa, alkaen alkuperäisestä solubiopsiasta aina solumassan lopulliseen korjuuseen asti. Koska viljellyn lihan tuotanto on uutta, turvallisuusarviointien on käsiteltävä mahdollisia vaaroja koko prosessin ajan.
Validointiprotokollien on osoitettava, että bioreaktorijärjestelmät ylläpitävät steriilejä olosuhteita tuotantosyklien aikana, estäen tehokkaasti mikrobikontaminaation. Lisäksi näiden protokollien on arvioitava, voisivatko viljellyn lihan proteiinit aiheuttaa allergisia reaktioita kuluttajissa.
"Uusi ohjeistuksemme tarjoaa selkeyttä yrityksille, auttaen heitä ymmärtämään ja osoittamaan oikein Ison-Britannian elintarvikevalvojille, kuinka heidän tuotteensa ovat turvallisia. Erityisesti tämä ohjeistus varmistaa, että yritykset ovat arvioineet mahdolliset allergeeniset riskit ja että ne ovat ravitsemuksellisesti sopivia ennen kuin ne voidaan hyväksyä myyntiin."
– Dr.Thomas Vincent, Innovaation apulaisjohtaja, FSA [2]
Isossa-Britanniassa validointi keskittyy tarjoamaan riittävästi tietoa tieteellistä riskinarviointia varten sen sijaan, että myönnettäisiin markkinoille pääsy. Nicolas Morin-Forest, GOURMEY:n perustaja & toimitusjohtaja, korosti tätä eroa:
"Ison-Britannian validointi merkitsee kriittistä askelta uudessa elintarvikesääntelymatkassamme ja vahvistaa, että etenemme nyt täyteen riskinarviointiin, mikä tuo meidät askeleen lähemmäksi tuotteidemme saattamista kuluttajien saataville." [4]
sbb-itb-ffee270
Bioreaktorin valinta ja järjestelmän eritelmät
Valittu bioreaktoriteknologia
Laitos valitsi sekoitussäiliöbioreaktorin, valinnan, joka perustuu sen luotettavaan suorituskykyyn naudan lihasprogenitorisoluilla. Keskeisiä tekijöitä, jotka vaikuttivat tähän päätökseen, olivat solujen erityistarpeet, haluttu tuotantomittakaava ja kokonaiskustannukset.
Naudan lihassolut, jotka ovat kiinnittymiseen riippuvaisia, vaativat alhaisia leikkausvoimia - alle 0,1 N/m² - välttääkseen vaurioita viljelyn aikana. Sekoitetun säiliön suunnittelu täytti tämän vaatimuksen ja osoittautui mukautuvaksi sekä pilottimittakaavan kokeisiin että kaupalliseen tuotantoon. Kustannukset olivat toinen merkittävä tekijä, sillä pilottimittakaavan yksiköt olivat helpommin saavutettavissa viljellyn lihan sektorille tyypillisillä budjeteilla kuin lääketeollisuudessa[5][7].
Tuotantomittakaava kohdistui 100 ja 1 000 litran välisiin tilavuuksiin kaupallisen toteutettavuuden varmistamiseksi. Modulaariset sekoitetut säiliöjärjestelmät valittiin pakattujen petijärjestelmien sijaan niiden kyvyn vuoksi kasvattaa mittakaavaa kymmenkertaiseksi ylittämättä massansiirtorajoja, säilyttäen kLa-arvot yli 50 h⁻¹. Nämä järjestelmät pyrkivät tuottamaan 1–10 kg viljeltyä lihaa erää kohden samalla kun tasapainottavat pääomasijoituksia skaalautuvaa kapasiteettia varten [7][8].
Järjestelmän suunnitteluominaisuudet
Kun sekoitettu säiliöbioreaktori valittiin, sen suunnitteluun sisällytettiin edistyneitä ominaisuuksia optimaalisen solukasvun edistämiseksi. Kaasujen vaihtojärjestelmä käyttää mikro-sparger-tekniikkaa, joka tuottaa kuplia 20–100 µm välillä. Tämä asetus saavuttaa kLa-arvot 100–200 h⁻¹ lämpötilassa 37°C, ylläpitäen liuenneen hapen tasot 30–50% kyllästykseen. CO₂:n poistamisen hallitsemiseksi päätilan ilmastus yhdistetään kalvokontaktoreihin ja vaahdonestoantureihin [5][6].
Tehokasta sekoitusta varten bioreaktori käyttää kaksois-Rushton-juoksupyöriä, toimien nopeuksilla 50–150 rpm.Tämä varmistaa tasaisen sekoituksen leikkausnopeuksilla alle 5 000 s⁻¹, suojaten soluja vaurioilta samalla kun ravinnegradientit pysyvät alle 10%. Agitaatio on PID-ohjattu, ja siinä on reaaliaikainen palaute pH- ja liuenneen hapen tasoista, tukien perfuusionopeuksia 1–5 astiatilavuutta päivässä[5][7].
Skaalautuvuus oli suunnittelun keskeinen painopiste. Bioreaktori säilyttää geometrisen samankaltaisuuden eri mittakaavoissa, noudattaen korkeus-halkaisijasuhdetta 2:1. CFD-optimoidut siipipyörät varmistavat lineaarisen skaalauksen, ja pilottitestit osoittivat 95% solujen elinkelpoisuuden säilymisen skaalattaessa 10 litrasta 200 litraan. Modulaarinen suunnittelu mahdollistaa integroinnin suurempiin tuotantojärjestelmiin samalla kun se täyttää GxP-vaatimustenmukaisuusstandardit [7][8].
Prosessianalyyttinen teknologia on myös integroitu, ja siinä on Raman-spektroskopia kriittisten parametrien, kuten pH:n (6,8–7,2) ja laktaatin (pidetään alle 2 g/L), reaaliaikaiseen seurantaan. Ennustemallit, jotka on mukautettu monoklonaalisten vasta-aineiden tuotannosta, seuraavat glukoositasoja R²-arvoilla yli 0,95, mikä varmistaa tarkan prosessinhallinnan[5] [6][7].
Nämä ominaisuudet eivät ainoastaan paranna soluviljelyä, vaan täyttävät myös Ison-Britannian sääntelyelinten vaatimukset.
Validointiprotokollan suoritus
Keskeiset validointimenettelyt
Toiminnan eheyden varmistamiseksi suoritettiin perusteellinen validointiprotokolla, joka sisälsi edistyksellisiä suunnitteluominaisuuksia. Reaaliaikainen seuranta oli keskeisessä roolissa, kun prosessianalyyttisen teknologian (PAT) anturit seurasivat jatkuvasti kriittisiä parametreja, kuten liuennutta happea, pH:ta ja CO₂-tasoja jokaisen viljelykerran aikana[6] . Prosessi alkoi soluilla, jotka kylvettiin tiheydellä 1×10⁵ solua/mL, ja niitä viljeltiin viikon ajan väliaineessa, joka sisälsi 3 g/L glukoosia. Raman-spektroskopiaa käytettiin laktaatin ja glukoosin tasojen seurantaan koko prosessin ajan[5].
Leikkausjännitysanalyysi vahvisti, että sekoitusvoimat pysyivät alle 0,1 Pa, mikä on kriittinen raja naudan lihassoluille. Stressitestin jälkeen solujen elinkyky säilyi yli 90%[6].
Steriliteettitestaus ulottui kaikkiin raaka-aineisiin, erityisesti kasvatusväliaineisiin. Toimittajien oli toimitettava analyysitodistukset, jotka vahvistettiin kolmannen osapuolen testauksella, Yhdistyneen kuningaskunnan laitoksen standardien mukaisesti.Protokolla sisälsi ELISA-immunomäärityksiä endotoksiinien havaitsemiseksi gramnegatiivisista bakteereista, yhdessä virtaussytometrian kanssa kontaminanttien tunnistamiseksi solujen koon, muodon ja fluoresenssiominaisuuksien perusteella [9] .
Prosessin optimointimenetelmät
Kun järjestelmän vakaus oli vahvistettu, ponnistelut siirtyivät prosessin hienosäätöön edistyneen analytiikan avulla. Koneoppimisalgoritmit säätivät dynaamisesti väliaineen virtausnopeuksia ja sekoitusnopeuksia jatkuvan PAT-datan perusteella. Nämä mallit, jotka on koulutettu kokeiden suunnittelun (DoE) tietokantojen avulla, tunnistivat kustannustehokkaita syöttöstrategioita korreloimalla permittiivisyysmittauksia biomassan laadun kanssa[6] . Tämä lähestymistapa oli erityisen tehokas lisääntymisvaiheen aikana, jolloin johdonmukaiset kasvunopeudet ovat ratkaisevan tärkeitä kaupalliselle tuotannolle.
Raman-spektroskopia, joka alun perin kehitettiin monoklonaalisten vasta-aineiden tuotantoon, sovellettiin onnistuneesti viljellyn lihan sovelluksiin. Sen analyytin spesifisyys mahdollisti laitoksen omaksua vakiintuneet validointiprotokollat samalla säilyttäen tarkkuuden, joka on tarpeen reaaliaikaiselle seurannalle koko viljelysyklin ajan[5].
Tekniset haasteet ja ratkaisut
Skaalaus- ja tuottavuusongelmat
Bioreaktoreiden skaalaaminen laboratoriosta kaupalliseen tuotantoon ei ollut mikään pieni saavutus. Laitoksen tavoitteena oli tuottaa 10–100 kg viljeltyä lihaa, mikä vaati valtavat 10¹²–10¹³ solua tämän tavoitteen saavuttamiseksi [11] . Kuitenkin korkeiden solutiheyksien saavuttaminen osoittautui merkittäväksi haasteeksi.Vaikka ontelokuitubioreaktorit voivat teoriassa saavuttaa tiheyksiä 10⁸ - 10⁹ solua/ml [13], perinteiset bioreaktorisuunnitelmat eivät riittäneet viljellyn lihan tuotantoon.
Matt McNulty, GFI:n tutkimusapurahansaaja, selitti ongelman juurisyyn: "Viljellyn lihan bioreaktorit ovat edelleen suurelta osin mukautettuja perinteisistä elintarvike- ja lääkesuunnitelmista. Nämä suunnitelmat eivät ole erityisesti räätälöityjä viljellyn lihan tuotannon tarpeisiin ja aiheuttavat siten korkeampia kustannuksia tehottomuuksien kautta, jotka johtuvat tästä sopimattomuudesta" [12]. Tämä suunnittelun ja tarkoituksen välinen epäsuhta vaati laitteiden ja prosessien täydellistä uudelleenarviointia.
Toteutetut ratkaisut ja suorituskykytiedot
Haasteiden ratkaisemiseksi laitos uudisti laitteensa ja protokollansa vastaamaan tarkemmin viljellyn lihan tuotannon erityisvaatimuksia.Yksi keskeisistä muutoksista oli siirtyminen lääketieteellisestä laadusta elintarvikelaatuun. Esimerkiksi tiimi korvasi 316 ruostumattomasta teräksestä valmistetut astiat 304 ruostumattomasta teräksestä valmistetuilla vaihtoehdoilla, jotka täyttivät elintarviketurvallisuusvaatimukset samalla kun pääomakustannukset laskivat merkittävästi [12]. Lisäksi perinteinen paikan päällä tapahtuva höyrysterilointiprosessi vaihdettiin klooridioksidikaasukäsittelyyn. Tämä muutos mahdollisti ohuempiseinäisten, vaihtoehtoisista materiaaleista valmistettujen astioiden käytön, mikä vähensi kustannuksia entisestään [12].
Toinen kustannuksia säästävä toimenpide oli siirtyminen lääketieteellisestä vedestä elintarvikelaatuiseksi vedeksi, joka on luokiteltu "yleisesti turvalliseksi tunnustetuksi" (GRAS) väliaineen valmistukseen [12]. Tiimi esitteli myös syötäviä mikrokantajia ja tukirakenteita, jotka eivät ainoastaan ratkaisseet solujen irtoamisongelmia, vaan myös noudattivat elintarviketurvallisuusmääräyksiä [11].
Toimintojen optimoimiseksi edelleen, laitos otti käyttöön monikanavaiset anturijärjestelmät. Nämä anturit tarjosivat reaaliaikaista suorituskykytietoa, jota voitiin hyödyntää koneoppimissovelluksissa prosessien hienosäätöön [12]. Yhteisesti nämä muutokset vaikuttivat dramaattisesti tuotantokustannuksiin, vähentäen niitä merkittävästi [10]. Tämä merkittävä kustannusten vähennys korostaa, kuinka tuotantoprotokollien yhdenmukaistaminen sääntelyvaatimusten kanssa voi saavuttaa kaupallisen mittakaavan tinkimättä turvallisuudesta tai laadusta.
Vahvistustulokset ja teollisuuden vaikutus
Mitatut suorituskykytulokset
Järjestelmä osoitti vaikuttavan tuottavuuden nousun perusteellisen testauksen kautta.Käyttämällä kuplattomia jatkuvatoimisia bioreaktoreita solukasvun tuottavuus kasvoi 15-kertaiseksi, nostaen tuotannon 100 kg:sta 1 500 kg:aan - kaikki saman operatiivisen jalanjäljen sisällä[16]. Differointivaiheessa solubiomassan optimointiin tehdyt säädöt johtivat 128% kasvuun, mikä vähensi merkittävästi kokonaisympäristövaikutusta 42– 56%. Siirtyminen C2C12:sta CHO-solujen aineenvaihduntaan vaikutti myös merkittävästi ympäristövaikutusten vähentämiseen, saavuttaen jopa 67% vähennyksiä uusiutuvilla energialähteillä tuotettuna[14] . Vieläkin vaikuttavampaa on, että uusiutuvan energian käyttö vähensi kasvihuonekaasupäästöjä jopa 92% ja maankäyttöä 90–95% verrattuna perinteisiin naudanlihantuotantomenetelmiin[15] [16]. Nämä tulokset tasoittavat tietä laajemmalle käyttöönotolle koko teollisuudessa.
Panokset teollisuuden käytäntöihin
Validointitulokset ovat määritelleet uudelleen bioreaktorin suunnittelun ja sääntelyn noudattamisen standardit viljellyn lihan tuotannossa. Osoittamalla, että elintarvikelaatuiset standardit voivat tehokkaasti korvata farmaseuttiset standardit turvallisuutta vaarantamatta, prosessi on esitellyt kustannussäästöjä tuovan tiekartan teollisuudelle. Esimerkiksi siirtyminen 316:sta 304 ruostumattomaan teräkseen, yhdistettynä klooridioksidisterilointiin ja GRAS-luokitellun veden käyttöön, alensi merkittävästi pääomakustannuksia samalla kun noudatettiin säädöksiä.
Teknisen toteutettavuuden todistamisen lisäksi nämä edistysaskeleet muuttavat teollisuuden vertailuarvoja. Taloudelliset mallit viittaavat siihen, että jatkuva vs syöttöeräprosessi voisi tuottaa 55% säästöjä pääoma- ja käyttökustannuksissa vuosikymmenen aikana [1] . Hankintatiimeille, alustat kuten
Päätelmä
Pääasialliset havainnot
Tämä analyysi korostaa, kuinka viljellyn lihan tuotanto voi edetä kohti kaupallista menestystä tekemällä älykkäitä laitevalintoja ja hienosäätämällä toimintaprotokollia. Valitsemalla elintarvikelaatuisia materiaaleja, kuten 304 ruostumatonta terästä kalliimman 316 ruostumattoman teräksen sijaan, varmistetaan turvallisuus ja vaatimustenmukaisuus samalla kun kustannuksia leikataan. Siirtyminen seerumittomaan viljelyaineeseen, kuten Singapore Food Agency:n hyväksymät GOOD Meat:n kaavat alkuvuodesta 2023, poistaa eläinperäisiin raaka-aineisiin liittyvät eettiset ja taloudelliset haasteet[15].
Tuotannon laajentaminen ilmakuljetusreaktoreilla, erityisesti 260 000 L, on osoittanut vahvaa potentiaalia kustannusten alentamiseen verrattuna pienempiin 42 000 L sekoitussäiliöreaktoreihin[17]. Korkeiden solutiheyksien - jopa 2 × 10⁸ solua/mL - saavuttaminen vaatii kehittyneitä perfuusiojärjestelmiä käsittelemään aineenvaihduntajätettä, kuten ammoniakkia ja laktaattia. Prosessin optimointi on osoittautunut olennaiseksi näiden haasteiden ratkaisemisessa[11]. Hankintatiimeille, alustat kuten
Tulevat Kehitykset
Kustannustehokkuuden ja prosessinhallinnan varmistamisen jälkeen, huomio siirtyy nyt megaskaalan bioreaktoreihin, jotka lupaavat määritellä tuotannon taloudellisuuden uudelleen.GOOD Meat ilmoitti toukokuussa 2022 laitoksesta, jossa on kymmenen 250 000 litran bioreaktoria - jotka pystyvät tuottamaan 13 700 metristä tonnia viljeltyä kanaa ja naudanlihaa vuosittain - mikä merkitsee merkittävää siirtymää pilottihankkeista teollisen mittakaavan tuotantoon[11][15]. Tämä on linjassa taloudellisen vertailuarvon kanssa, jonka ovat asettaneet Patrick G. Negulescu et al. University of California, Davis:
"Jotta CM-tuotteet olisivat suoraan kilpailukykyisiä naudanlihan kanssa, tai ainakin tuotantokustannusten, niiden on laskettava kaupallisesti kilpailukykyiselle tasolle"[17]
Ennusteet osoittavat, että tämä tavoite on saavutettavissa, erityisesti kun median kustannukset jatkavat laskuaan.
Innovaatioiden, kuten syötävien mikrokantajien ja hybridijärjestelmien, jotka yhdistävät solujen laajentamisen ja erilaistumisen yhteen astiaan, odotetaan yksinkertaistavan validointiprosesseja ja vähentävän kontaminaatioriskejä. Tässä tapaustutkimuksessa esitetyt protokollat tarjoavat toistettavan mallin yrityksille, jotka laajentavat toimintaansa, osoittaen, että perusteellinen testaus voi olla kustannusten vähentämisen rinnalla. Kun yhä useammat laitokset ottavat käyttöön nämä validoidut menetelmät, viljellyn lihan teollisuus lähestyy hintatasapainoa perinteisen lihan kanssa. Tämän ohella ala tarjoaa merkittäviä ympäristöhyötyjä, mukaan lukien jopa 92% kasvihuonekaasupäästöjen väheneminen, kun käytetään uusiutuvia energialähteitä[15] .
Bioreaktoreiden yhteenveto: anturit, mallinnus, skaalaus ja vaihtoehtoinen reaktorisuunnittelu
Usein kysytyt kysymykset
Mitä todisteita sääntelyviranomaiset odottavat bioreaktorin validointiasiakirjassa viljellylle lihalle?
Sääntelyelimet vaativat bioreaktorin validointiasiakirjoja varmistaakseen, että järjestelmät toimivat määritellyissä parametreissa. Tämä sisältää johdonmukaisen prosessin suorituskyvyn varmistamisen ja reaaliaikaisen seurannan keskeisille tekijöille, kuten pH-tasot , liuenneen hapen , ja lämpötilan. Lisäksi steriliteettitestaus on ratkaisevan tärkeää kontaminaation estämiseksi. Standardien, kuten ISO 14644-1 ja EU GMP liite 1, noudattaminen on pakollista mikrobikontrollin ylläpitämiseksi ja steriilien valmistuskäytäntöjen noudattamiseksi.
Kuinka sekoitussäiliöbioreaktori voidaan kasvattaa ilman, että naudan lihassolut vahingoittuvat?
Sekoitussäiliöbioreaktorin skaalaaminen viljellyn lihan tuotantoon edellyttää leikkausjännityksen, hallintaa, joka voi vahingoittaa naudan lihassoluja. Tämän ratkaisemiseksi käytetään työkaluja, kuten laskennallista virtausdynamiikkaa (CFD) ja pienoismalleja, virtauskuvioiden ennustamiseen. Nämä oivallukset ohjaavat juoksupyörän suunnittelun ja sekoitusnopeuksien säätöjä, mikä auttaa vähentämään soluvaurioita.
Yhtä tärkeää on varmistaa ravinteiden ja hapen tasainen jakautuminen. Kehittyneet seurantajärjestelmät yhdistettynä tehokkaisiin sekoitustekniikoihin ovat avainasemassa luotaessa johdonmukaisia olosuhteita. Tämä lähestymistapa auttaa minimoimaan paikallista stressiä ja tukee solujen terveyttä laajamittaisen tuotannon aikana.
Mitkä kustannusten leikkaamiseen liittyvät validointimuutokset vaikuttavat eniten yksikkötalouteen?
Yhden käyttökerran bioreaktoreiden käyttöönotto vaikuttaa huomattavasti kustannusten vähentämiseen, mitattuna £/kg. Vaikka nämä järjestelmät vähentävät alkuperäisiä pääomasijoituksia ja työvoimakustannuksia, niihin liittyy korkeammat kulutustarvikekustannukset. Lisäksi reaaliaikaisen seurannan ja väliaineen kierrätysteknologioiden käyttöönotto parantaa operatiivista tehokkuutta. Nämä edistysaskeleet eivät ainoastaan tehosta prosesseja, vaan johtavat myös pitkän aikavälin kustannussäästöihin.










