

Renrumsvalidering säkerställer att produktionsmiljöer uppfyller strikta kontaminationsstandarder, vilket är avgörande för produktion av odlat kött. Detta är ett kritiskt steg när skalning av odlat kött processer. Korrekt validering förhindrar kontaminationsrisker, skyddar produktkvaliteten och följer regler som ISO 14644 och GMP. Processen involverar fyra nyckelfaser:
- Designkvalificering (DQ): Bekräftar att renrummets design uppfyller operativa och regulatoriska behov.
- Installationskvalificering (IQ): Verifierar att komponenter är korrekt installerade och matchar specifikationerna.
- Operativ kvalificering (OQ): Testar system i ett inaktivt tillstånd för att säkerställa att de fungerar som avsett.
- Prestandakvalificering (PQ): Bedömer renrummets prestanda under faktisk produktion.
Testprotokoll, inklusive partikelräkning, kontroll av HEPA-filterintegritet och luftflödesmätningar, är avgörande för att upprätthålla efterlevnad. Kontinuerlig övervakning och periodisk omvalidering hjälper till att upprätthålla renrummets prestanda över tid. Att följa dessa steg säkerställer att kontaminationsrisker minimeras, vilket skyddar både produktkonsistens och regulatoriskt godkännande.
Renrumsvalidering från URS till PQ
sbb-itb-ffee270
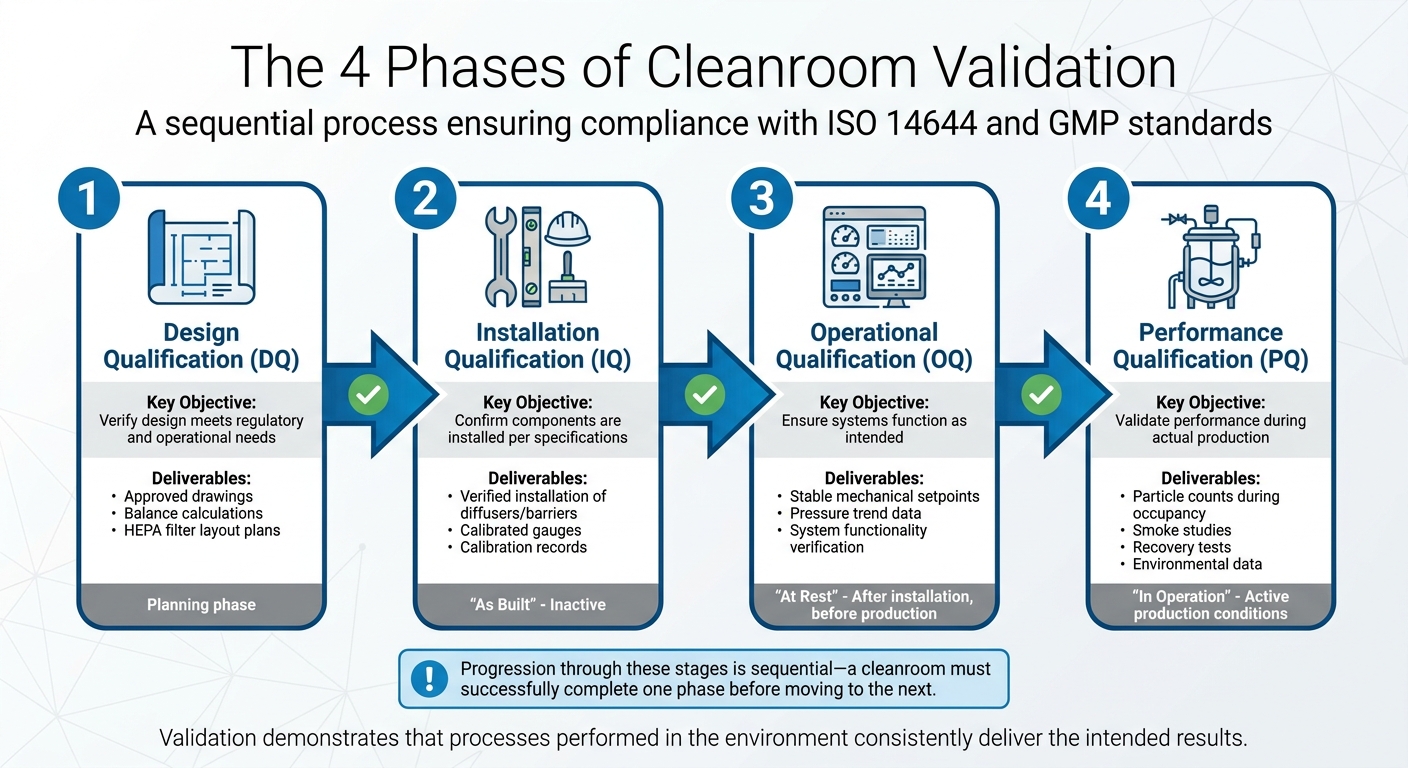
De 4 faserna av renrumsvalidering
4 faser av renrumsvalidering för odlad köttproduktion
Renrumsvalidering är en steg-för-steg-process med fyra distinkta faser, där varje bygger på den föregående. Framsteg genom dessa stadier är sekventiella - ett renrum måste framgångsrikt slutföra en fas innan det går vidare till nästa.Som Allied Cleanrooms lämpligt uttrycker det:
"Validering är det som skiljer ett renrum som ser redo ut från ett som faktiskt är det" [8].
Medan kvalificering säkerställer att renrummet och dess system är installerade och fungerar som avsett, går validering ett steg längre. Det visar att processer som utförs i miljön konsekvent levererar de avsedda resultaten [7]. De fyra stegen - Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ) och Performance Qualification (PQ) - är utformade för att förbereda anläggningar för validerade produktionsprocesser. Dessa steg lägger också grunden för rigorösa testprotokoll.
| Valideringsfas | Huvudmål | Typiska leveranser/tester |
|---|---|---|
| Designkvalificering (DQ) | Verifiera att designen uppfyller regulatoriska och operativa behov. | Godkända ritningar, balansberäkningar, HEPA-filterlayoutplaner. |
| Installationskvalificering (IQ) | Bekräfta att komponenter är installerade enligt specifikationer. | Verifierad installation av diffusorer/barriärer, kalibrerade mätare. |
| Operativ kvalificering (OQ) | Säkerställ att systemen fungerar som avsett. | Stabila mekaniska inställningspunkter, trycktrenddata. |
| Prestandakvalificering (PQ) | Validera prestanda under produktion/ockupation. | Partikelräkning, rökstudier, återhämtningstester, miljöövervakning data. |
Designkvalificering (DQ)
Designkvalificeringsfasen (DQ) säkerställer att renrummets design överensstämmer med de specifika kraven för odlat köttproduktion. Detta innebär att verifiera att designdokument, såsom balansberäkningar och HEPA-filterlayouter, återspeglar faktiska operativa behov. Varje designelement måste uppfylla strikta acceptanskriterier, ofta baserade på ISO 14644-standarder eller användardefinierade krav [7].
Installationskvalificering (IQ)
Installationskvalificering (IQ) fokuserar på att verifiera renrummets "som byggt"-tillstånd i dess inaktiva tillstånd. Denna fas bekräftar att diffusorer, returer och barriärer matchar designens specifikationer. Den kontrollerar också att tryckmätare och indikatorer är korrekt kalibrerade och fullt fungerande.Detaljerad dokumentation, inklusive kalibreringsprotokoll och kartlagda testplatser, är avgörande för detta skede [7][8].
Operativ Kvalificering (OQ)
Operativ Kvalificering (OQ) testar renrummet i dess "vilande" tillstånd - efter installation men innan produktionen börjar. Denna fas säkerställer att systemen fungerar som avsett genom att dokumentera stabila mekaniska inställningar och konsekventa trycktrender. Om några betydande förändringar sker, såsom att flytta utrustning eller ändra luftflödet, krävs riktad omtestning för att upprätthålla balansen [7][8]. När systemen har bekräftats fungera korrekt är anläggningen redo för prestandavalidering under aktiva förhållanden.
Prestandakvalificering (PQ)
Den sista etappen, Prestandakvalificering (PQ), validerar renrummets prestanda under faktiska produktionsförhållanden.Denna fas bedömer om anläggningen uppfyller prestandamålen medan den används för produktion av odlat kött. Viktiga utvärderingar inkluderar partikelräkning under beläggning, luftflödesvisualisering (som rökstudier) runt kritiska områden och återhämtningstester för att mäta hur snabbt rummet återgår till erforderlig renhet efter en störning. Innan PQ påbörjas, säkerställ att mekaniska inställningar är stabila, hanteras via bioprocesskontrollprogramvara, kritiska provtagningsplatser är identifierade och rengöringsjournaler bekräftar validerade förhållanden [7].
För anläggningar för odlat kött rekommenderas starkt att använda oberoende tredjeparts valideringsbyråer. Denna opartiska verifiering väger tyngre hos tillsynsmyndigheter och revisorer. Allied Cleanrooms betonar:
"Tillsynsmyndigheter och revisorer ger mer vikt åt resultat som kommer från en extern part utan intresse i resultatet" [8].
Denna oberoende metod är särskilt viktig för anläggningar som söker ett USDA-inspektionsbidrag, vilket kräver att FDA:s förhandskonsultation har slutförts framgångsrikt [5] [6].
Krav på testprotokoll för validering av renrum
När Design Qualification (DQ), Installation Qualification (IQ), Operational Qualification (OQ) och Performance Qualification (PQ) är slutförda, är nästa steg en grundlig serie tester för att verifiera renrummets prestanda. Dessa tester säkerställer att renrummet uppfyller sin ISO-klassificering och är lämpligt för produktion av odlat kött. Nedan följer en översikt över de viktigaste testprotokollen.
Tester för luftburna partiklar
Detta test mäter antalet partiklar i luften för att bekräfta att renrummet följer sin ISO-klassificering.Till exempel bör ett ISO 5 renrum inte överstiga 3 520 partiklar av 0,5 µm eller större per kubikmeter. Testning innebär användning av kalibrerade partikelräknare vid utsedda provtagningspunkter under både "i vila" och "i drift" förhållanden. Enligt ISO 14644-2 bör partikelkoncentrationstester utföras var sjätte månad för ISO 5 och striktare klassificeringar, och årligen för ISO 6 och högre [8].
HEPA-filter integritetstester
Dessa tester säkerställer att High-Efficiency Particulate Air (HEPA) filter fungerar korrekt, utan läckor eller defekter. Medan partikelräkningstester bedömer rummets övergripande renhet, fokuserar integritetstester på själva filtren. Eventuella betydande förändringar, såsom filterbyten eller rumsmodifieringar, kräver omedelbar omtestning.Många anläggningar väljer tredjepartsbyråer för att utföra dessa tester, eftersom oberoende verifiering ofta är högt värderad av tillsynsmyndigheter [8].
Lufthastighet och volymmätningar
Korrekt luftflöde är avgörande för att upprätthålla renlighet. Luftflödet i unidirektionella renrum bör vanligtvis ligga inom 0,45 m/s ±20% (mellan 0,36 och 0,54 m/s). Mätningar tas vanligtvis på arbetshöjd - där känsliga operationer, såsom inokulering av bioreaktorer, sker inom skalbara bioreaktorsystem - eller 150 till 300 mm från filterytan. ISO 14644-3:2005 anger att antalet provtagningspunkter ska motsvara kvadratroten av 10 gånger rummets yta (i kvadratmeter), med minst fyra avläsningar och minst en punkt per filter.Rökstudier eller visualisering av luftflöde kan ytterligare verifiera unidirektionellt luftflöde och upptäcka områden med stillastående luft, kända som "wake regions" [9] .
Tryckdifferentialkontroller
Att upprätthålla korrekta tryckdifferentialer mellan renrumszoner är avgörande för att förhindra kontaminering. Renare zoner måste upprätthålla positivt tryck i förhållande till angränsande, mindre rena områden. Kalibrerade tryckmätare och sensorer används för att dokumentera och säkerställa stabila tryckdifferentialer.
Verifiering av temperatur och luftfuktighet
Renrummets temperatur och luftfuktighetsnivåer måste noggrant kontrolleras för att stödja produktionen av odlat kött. Dessa förhållanden påverkar produktkvaliteten samt prestandan hos HEPA-filter och andra system. Kontinuerlig övervakning hjälper till att säkerställa att dessa parametrar förblir inom de erforderliga inställningspunkterna under hela produktionscyklerna.
Kontinuerlig övervakning och omvalidering
Validering upphör inte när systemen är på plats. Kontinuerlig övervakning och periodisk omvalidering är nödvändiga för att motverka effekterna av filterförslitning, försämring av HVAC-system och processförändringar. Efter att ha uppnått initial efterlevnad genom DQ, IQ, OQ och PQ kräver bibehållande av prestanda under aktiv produktion kontinuerlig tillsyn.
Miljöövervakningsprogram
Ett robust miljöövervakningsprogram håller koll på luftburna partiklar, mikrobiell kontaminering, temperatur, luftfuktighet och tryckskillnader enligt ett definierat schema. För zoner av klass A måste övervakningen vara kontinuerlig, medan zoner av klass B kräver kontroller var 15–30 minut. Zoner av klass C och D kan övervakas timvis eller per skift, baserat på riskbedömningar [3][4].
Mikrobiell övervakning kombinerar aktiv luftprovtagning med sedimentationsplattor. Enligt brittiska GMP-riktlinjer bör sedimentationsplattor testas minst veckovis, medan icke-levande partikelräkningar bör utföras dagligen. Övervakningsfrekvensen bör öka efter underhållsaktiviteter [3][4]. All data bör loggas i realtid, med definierade varningsgränser. Till exempel kan en zon av klass A sätta en åtgärdsgräns på 1 CFU/m³ för levande partiklar [1][2]. Att analysera trender i dessa data kan hjälpa till att identifiera potentiella problem tidigt.
Avancerade verktyg som fjärrstyrda laserpartikelräknare, aktiva luftprovtagare och dataloggrar med realtidsvarningar säkerställer kontinuerlig övervakning.Trådlösa sensornätverk ger 24/7 övervakning genom instrumentpaneler, vilket minskar beroendet av manuella kontroller [2][10]. För att bibehålla noggrannheten bör sensorer genomgå förebyggande underhåll var sjätte månad.
Omläggning av revalidering
Revalidering säkerställer att renrummets prestanda förblir inom de nödvändiga specifikationerna, även när utrustningen åldras, processer utvecklas eller regleringskrav förändras. Triggers för revalidering inkluderar större förändringar, såsom installation av nya bioreaktorer, uppgradering av HVAC-system eller ändring av anläggningslayout. För anläggningar för odlat kött måste processförändringar - som modifieringar i medieformulering - också beaktas för att hantera kontaminationsrisker [1] [3].
Kritiska parametrar bör omvalideras årligen, med halvårsvisa kontroller och omedelbar omvalidering efter betydande förändringar. Enligt MHRA GMP-riktlinjer bör hög-risk renrum för odlat kött omvalidera sin Prestandakvalificering (PQ) varje 12 månader, vilket täcker alla IQ, OQ och PQ-element. Efter uppgraderingar av HVAC bör omtestning ske inom 30 dagar [4] [10]. Förebyggande underhållsscheman bör också anpassas till GMP-revisioner [2][3].
För pågående valideringsbehov,
Efterlevnadsstandarder för renrum inom odlat kött
Efter att ha hanterat validerings- och testprotokoll är det sista hindret för produktion av odlat kött att uppfylla efterlevnadsstandarder för att säkra regulatoriskt godkännande. Renrum som används i denna process måste följa ISO 14644 för partikelgränser och testmetoder, tillsammans med Good Manufacturing Practice (GMP) riktlinjer för kontaminationskontroll och validering. Genom att följa dessa ramverk kan tillverkare säkerställa att deras anläggningar uppfyller stränga regulatoriska krav. Låt oss bryta ner varje standards roll i renrumsefterlevnad.
ISO 14644 Standarder för renrumsklassificering
ISO 14644 beskriver renrumsklassificeringar baserat på koncentrationen av luftburna partiklar. Den mäter partiklar med storlek ≥ 0,5 μm per kubikmeter, med klasser från ISO 1 (den renaste) till ISO 9. För produktion av odlat kött är de mest relevanta klassificeringarna ISO 5 till ISO 8, som överensstämmer med GMP Grader A till D. Dessa standarder fokuserar på "i vila"-förhållanden - när renrummet är fullt uppsatt men obemannat.
Även om ISO 14644 fastställer grunden för klassificering av renrum, täcker den inte validering under aktiva operationer eller kräver mikrobiell övervakning. Det är här GMP-riktlinjer kommer in i bilden och lägger till ett extra lager av efterlevnad för anläggningar för odlat kött.
GMP-krav för odlat kött
Till skillnad från ISO-standarder kräver GMP validering för både "i vila" (obemannad) och "i drift" (bemannad) tillstånd. Till exempel tillåter ett renrum av klass B upp till 3 520 partiklar ≥ 0,5 μm/m³ när det är i vila, men detta ökar till 352 000 partiklar under drift [12] .
GMP använder en kontaminationskontrollstrategi (CCS), ledd av kvalitetsriskhantering (QRM), för att identifiera och minimera kontaminationsrisker. Riktlinjerna specificerar också strukturella och ytliga krav för att förhindra partikelansamling och möjliggöra effektiv rengöring. Ytor måste vara släta, vattentäta och hållbara, medan skjutdörrar avråds på grund av rengöringssvårigheter. Dessutom är handfat och avlopp förbjudna i områden av klass A och B för att undvika mikrobiella reservoarer.
Eftersom människor är ansvariga för 75–80% av partiklarna som upptäcks under renrumsinspektioner [11], GMP upprätthåller strikta klädprotokoll och begränsar personalens tillgång under kritiska Performance Qualification (PQ) faser.
För produkter som kräver steril hantering inkluderar GMP-validering aseptiska processimuleringar (mediafyllningar) för att bekräfta att produktionsprocessen kan förhindra mikrobiell kontaminering. Miljöövervakning är en annan kritisk aspekt, som täcker både icke-levande partiklar och levande mikroorganismer. Zon A kräver kontinuerlig övervakning, medan områden med lägre klass genomgår frekventa kontroller för att upprätthålla efterlevnad.
Använda Cellbase för resurser för validering av renrum
Att skaffa utrustning för validering av renrum för odlat kött kan vara en komplicerad process, främst på grund av de specialiserade övervakningsverktyg som behövs för att uppfylla ISO 14644 och GMP-standarder. Allmänna laboratorieförsörjningsplattformar misslyckas ofta med att lagerföra dessa nischprodukter, vilket lämnar inköpsteam att sätta ihop lösningar från fragmenterade leverantörsnätverk. Här kommer
Åtkomst till verifierad utrustning och material
Ta till exempel en startup som framgångsrikt minskade sin valideringstid genom att köpa via
Förenklad upphandling för valideringsbehov
Utöver att erbjuda verifierad utrustning gör
Inköpschefer har rapporterat snabbare påfyllning av viktiga övervakningsverktyg, inklusive realtids partikelräknare och dataloggrar, som är avgörande för att upprätthålla effektiva miljöövervakningsprogram och schemalägga omvalidering enligt GMP-riktlinjer [18] . Dessutom,
Slutsats
Renrumsvalidering i odlad köttproduktion är en noggrann process utformad för att säkerställa att anläggningar uppfyller ISO 14644 partikelgränser och GMP-standarder innan bioreaktoroperationer kan börja. Data talar för sig själv: validerade renrum uppnår konsekvent en 99,99% sterilitetssäkerhetsgrad, med ISO 14644-kompatibla anläggningar som rapporterar kontaminationsgrader under 1%.I motsats till detta har icke-validerade miljöer kontaminationsgrader på upp till 15% - en skarp skillnad som understryker vikten av korrekt validering[13] [14].
Men arbetet slutar inte efter den initiala valideringen. Att upprätthålla renrummets prestanda är minst lika viktigt. Enligt experter från Cleanroom Technology Institute står otillräcklig validering för 40% av GMP-avvikelserna inom biopharma. För odlat kött utgör detta en allvarlig risk, eftersom även en enda kontaminationshändelse kan äventyra produktionsomgångar värda tiotusentals pund, vilket understryker behovet av ett pålitligt upphandlingslager för att säkra högkvalitativa insatsvaror[13][14].
Vanliga frågor
Vad är skillnaden mellan kvalificering och validering i ett renrum?
Kvalificering och validering spelar olika men lika viktiga roller för att upprätthålla renrumsöverensstämmelse.
Kvalificering handlar om att säkerställa att renrummet och dess system är korrekt installerade och fungerar som avsett. Denna process involverar flera steg, inklusive Designkvalificering (DQ), Installationskvalificering (IQ), och Driftskvalificering (OQ). Varje steg bekräftar att renrummet uppfyller sina designkrav och fungerar effektivt.
Validering, å andra sidan, fokuserar på renrummets förmåga att konsekvent tillhandahålla den nödvändiga miljön under faktisk produktion. Det handlar om att säkerställa långsiktig tillförlitlighet, säkerhet och efterlevnad av regleringsstandarder.
Hur väljer jag rätt ISO-klass/GMP-klass för områden med odlat kött?
När du väljer rätt ISO-klass eller GMP-klass för produktion av odlat kött, handlar det om det specifika produktionsstadiet och de associerade kontaminationsriskerna.
- ISO Klass 5: Bäst lämpad för tidiga odlingsstadier där det är avgörande att upprätthålla sterilitet.
- ISO Klass 6: Idealisk för bioreaktoroperationer, balanserar renlighet med praktiska aspekter.
- ISO Klass 8: Lämplig för skörde- och överföringsprocesser, där kontaminationsriskerna är lägre.
Att upprätthålla högre renlighetsstandarder är viktigt i områden där sterilitet inte kan komprometteras. Dessutom är korrekta miljökontroller ett måste för att uppfylla regulatoriska krav.
Vilka förändringar kräver omedelbar omvalidering av renrum?
När stora förändringar sker - som ändringar i renrummets layout, tillägg av ny utrustning eller uppdateringar av miljökontroller som kan påverka sterilitet eller efterlevnad - blir omedelbar omvalidering nödvändig. Sådana förändringar kan påverka kritiska förhållanden, så omvalidering säkerställer att allt fortsätter att uppfylla regulatoriska krav.










