

If I had to cut this decision down to one line, it would be this: pick the bioreactor that keeps cell behaviour stable as volume climbs, not the one that only looks good on headline capacity.
For bioprocess engineers, cell culture scientists, and cultivated meat R&D teams, the shortlist usually comes down to STRs, airlift, rocking systems, fixed-bed/packed-bed, and perfusion formats such as hollow-fibre. I’d judge them against a short set of process limits: oxygen transfer, mixing time, shear, CO₂ removal, heat removal, sensing, and harvest route. The article also makes one point very clear: once you move past about 10^7 cells/mL, oxygen demand and shear often start to fight each other.
At a glance, here’s what I’d take from it:
- STRs are the most used route for scale-up and can reach about 20,000 L, but impellers and sparging can damage shear-sensitive cells.
- Airlift reactors cut mechanical stress and may suit very large volumes, but the data base is still thinner than for STRs.
- Rocking systems are gentle and useful for seed train work, though they usually top out at about 6,000 L.
- Fixed-bed and packed-bed systems fit anchorage-dependent cells, but harvest is harder and output per vessel is often lower.
- Perfusion can push cultures into 10^7 to 10^8 cells/mL, and in some cases 10^8 to 10^9 cells/mL, but only with tighter control and cell retention.
- Hollow-fibre can run at very high density, yet scale is often handled by parallel units rather than one large vessel.
- The main scale-up failure points are oxygen limitation, CO₂ build-up, shear damage, pH gradients, metabolite accumulation, and temperature control.
- Before procurement, I’d want scale-down data, CFD work, pilot runs, and sensor comparability across scales.
Scaling Single-Use Bioreactors from Lab to Production - TECNIC
sbb-itb-ffee270
Quick comparison
| Platform | Best fit | Main limit | Scale signal |
|---|---|---|---|
| STR | Suspension or microcarriers | Shear from impellers and bubbles | Up to ~20,000 L |
| Airlift | Shear-sensitive suspension culture | Less process history than STRs | >20,000 L discussed in theory |
| Rocking | Seed train and gentle expansion | Lower scale ceiling | Up to ~6,000 L |
| Fixed-/packed-bed | Attached cells and tissue-focused growth | Harder harvest | Mid-scale |
| Perfusion | High-density culture | More control hardware and monitoring | Vessel-dependent |
| Hollow-fibre | Specialist high-density runs | Fouling and limited single-unit scale | Parallel deployment |
My read: the right choice is usually less about reactor labels and more about cell attachment needs, shear envelope, peak density target, and whether your process must run as batch, fed-batch, or perfusion. That is the filter I’d use before speaking to any supplier.
Bioreactor Platforms Used in Cultivated Meat Scale-Up
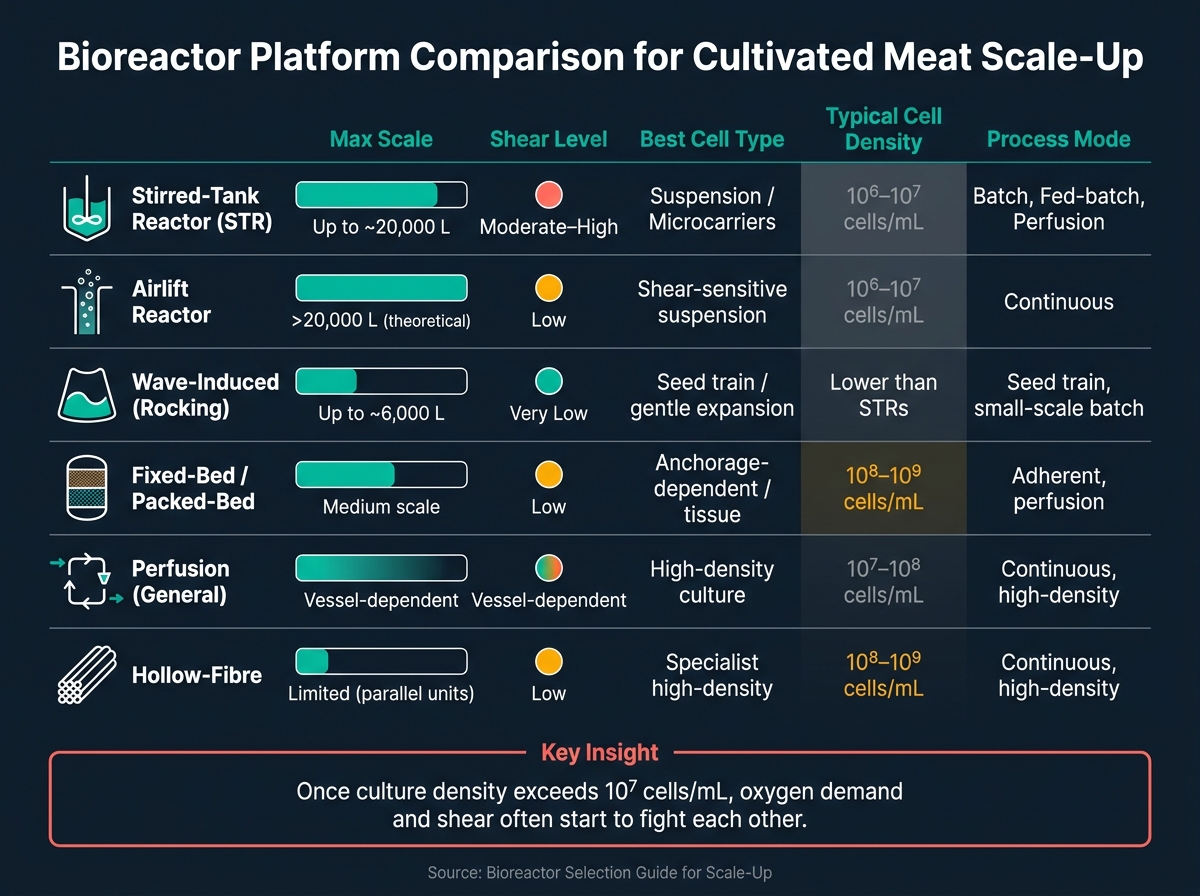
Bioreactor Platform Comparison for Cultivated Meat Scale-Up
Every bioreactor platform forces a trade-off between mixing, oxygen transfer, shear, and scale. In practice, the best choice comes down to the biology of the cells, whether they need a surface to attach to, how much hydrodynamic stress they can handle, and the production scale you’re aiming for. The useful way to compare platforms is simple: look at how well each one fits the cell type, the process mode, and the scale target.
Stirred-Tank and Airlift Systems
Stirred-tank reactors (STRs) are still the most established option for cultivated meat cell culture, with scale-up to around 20,000 litres[1]. They rely on impellers for bulk mixing, cell suspension, and oxygen transfer, which makes them a practical fit for suspension culture and microcarrier-based processes.
The catch is shear. Impeller-driven flow, along with bubble rupture at the sparger, can create forces that injure animal cells. For that reason, shear tolerance should be mapped early for each cell line, not guessed later when the process is already locked in. Protective additives such as poloxamers can help, and so can impeller geometries that bias flow upwards, lowering local stress while still maintaining oxygen transfer.
Airlift reactors remove the impeller and use gas injection to move the culture through bubble-driven circulation. That cuts out the main source of mechanical stress and also lowers power demand. At very large scales, airlift systems become more attractive because they can give more even mixing, fewer nutrient gradients, and simpler operation[1]. One theoretical 300,000-litre airlift reactor, tuned for cultivated meat cells, has been modelled at 2 × 10^8 cells/mL[1]. That said, the experimental base is still thinner than it is for STRs.
If shear sensitivity matters more than absolute throughput, gentler and smaller-volume platforms start to look more useful.
Wave-Induced, Fixed-Bed, and Packed-Bed Systems
Wave-induced, or rocking, bioreactors use gentle motion to mix the culture. That makes them useful for shear-sensitive cells and for seed-train expansion. Their practical upper limit is around 6,000 litres[1], so they’re not usually the main choice for full production scale.
Fixed-bed and packed-bed reactors keep cells attached to a stationary matrix, often a non-woven scaffold or a porous carrier, while fresh medium flows through the bed. These systems suit anchorage-dependent cells and tissue-focused growth, and they often run in perfusion mode to reach high cell densities. But they are not all-purpose systems. Cell harvest is more difficult, and volumetric output is often lower than in suspension-based platforms.
When the main goal is high density and steady output, perfusion-based setups become the next screen.
Perfusion and Hollow-Fibre Systems
Perfusion is a process mode, not a reactor geometry. The idea is to use a cell-retention device, most often alternating tangential flow (ATF) or tangential flow filtration (TFF), to remove spent medium while keeping cells inside the vessel. That lets the culture run at far higher densities than batch or fed-batch processes. In practice, perfusion systems often reach 10^7 to 10^8 cells/mL, and some setups move into the 10^8 to 10^9 cells/mL range[1].
Hollow-fibre bioreactors are a more specialised perfusion format. Cells grow in or around semi-permeable capillary fibres, with nutrient delivery and waste removal happening by diffusion across the membrane. They can support long continuous runs and very high cell densities. The downside is scale. These systems are hard to extend to very large working volumes, and membrane fouling is a real operating risk. It’s better to think of hollow-fibre as a specialist high-density system rather than a general production platform.
The table below helps narrow the shortlist by scale, shear profile, and culture mode.
| Bioreactor Type | Mixing Principle | Shear Environment | Scalability | Typical Process Mode | Typical Density Range |
|---|---|---|---|---|---|
| Stirred-tank (STR) | Mechanical impeller | Moderate–high | Up to ~20,000 L | Batch, fed-batch, perfusion | 10^6 – 10^7 |
| Airlift | Gas bubbling | Low | >20,000 L (theoretical) | Continuous, suspension | 10^6 – 10^7 |
| Wave-induced (rocking) | Rocking platform | Very low | Up to ~6,000 L | Seed train, small-scale batch | Lower than STRs |
| Fixed-bed / packed-bed | Perfusion through matrix | Low | Medium | Adherent, tissue-oriented | 10^8 – 10^9 |
| Perfusion (general) | Vessel-dependent + retention | Vessel-dependent | Vessel-dependent | Continuous, high-density | 10^7 – 10^8 |
| Hollow-fibre | Diffusion / perfusion | Low | Limited (parallel deployment) | Continuous, high-density | 10^8 – 10^9 |
Selection Criteria for Scale-Up Bioreactor Decisions
Platform comparisons help cut down the options. After that, the decision is mostly about cell biology, transfer performance, and day-to-day operation.
Match the Reactor to Cell Biology and Culture Mode
Many cultivated meat cell types are anchorage-dependent. So the first choice is fairly direct: adapt the cells to suspension, use microcarriers, or run an attached-growth system.
Shear tolerance should be measured, not assumed, before you lock in reactor geometry. Airlift and rocking systems can reduce mechanical stress, but that usually comes with scale constraints.
If the process includes adipogenic differentiation, factor in adipocyte buoyancy when you design mixing and harvest steps. That detail can cause trouble later if it is ignored early on.
Assess Transfer Performance and Control Continuity
In most cases, oxygen transfer sets the scale limit. Once culture density goes above 10^7 cells/mL, oxygen demand often forces higher agitation or more aeration, and that pushes shear up at the same time.
When comparing candidate systems, focus on the parameters that will decide whether the process holds together at scale:
- volumetric oxygen transfer coefficient (kLa)
- mixing time
- impeller tip speed, or the closest equivalent agitation metric
- CO₂ stripping efficiency
- the control range for dissolved oxygen (DO) and pH
These need to be checked across the full path from development scale to production scale. A reactor that looks fine in a small vessel can behave quite differently if geometry changes or the mixing regime shifts.
Control continuity matters just as much as raw transfer. If pH, DO, and nutrient feed data from the development system cannot be compared properly with the production vessel, a lot of small-scale process characterisation work stops being useful. It makes sense to favour systems where sensor integration stays consistent across scales, ideally with real-time, in-line monitoring for glucose, biomass, and metabolites. Spectroscopic in-line sensors cut the contamination risk that comes with repeated off-line sampling and allow automated feed changes that help keep high-density cultures stable [1].
Check Operational Fit for Production
Process mode is the first operating choice. Batch and fed-batch are simpler to run and validate, but they hit a practical ceiling on cell density. Perfusion keeps cells in exponential growth for longer in a smaller footprint [1], but it also needs a cell retention device plus tighter automation and monitoring.
Single-use systems cut cleaning and cross-contamination risk. Stainless steel systems, by contrast, need CIP/SIP infrastructure.
The matrix below is a useful way to turn these criteria into a shortlist.
| Process Requirement | Stirred-Tank (STR) | Airlift | Hollow-Fibre / Perfusion | Fixed-Bed / Packed-Bed |
|---|---|---|---|---|
| High shear sensitivity | Poor fit | Good fit | Good fit | Good fit |
| Suspension culture | Strong fit | Strong fit | Moderate fit | Poor fit |
| Anchorage-dependent cells | Fit with microcarriers | Fit with microcarriers | Moderate fit | Strong fit |
| High oxygen demand (>10^7 cells/mL) | Strong fit | Moderate fit | Moderate fit | Low–moderate fit |
| Continuous / perfusion mode | Compatible | Compatible | Best fit | Best fit |
| Scale >20,000 L | Limited | Strong fit | Limited | Moderate fit |
| Automated in-line monitoring | Moderate | Moderate | High requirement | Moderate |
| Harvest simplicity | Moderate (microcarrier separation needed) | Moderate | Complex | Complex |
Define the harvest step before you finalise the shortlist. Suspension culture is the simplest case. Microcarriers add dissociation and separation. Fixed beds remove the carrier-separation issue, but cell recovery becomes more difficult.
Once the shortlist is in place, the next step is supplier selection. For sourcing verified bioreactors, retention devices, and sensors, Cellbase provides a cultivated-meat-specific procurement marketplace.
Scale-Up Risks, Validation, and Implementation
Scale-up is non-linear. As volume goes up, mixing time stretches fast, and transport limits start to shape the process. That’s the point where a reactor stops looking fine on paper and starts showing its weak spots. Any shortlisted system needs to get through these conditions before pilot scale.
Common Failure Points During Scale-Up
The main failure modes are oxygen limitation, CO₂ accumulation, shear damage, pH gradients, metabolite build-up, and thermal instability.
The table below turns each one into something practical: what causes it, what signal to watch for, and what to do next.
| Scale-Up Risk | Likely Cause | Detection Signal | Mitigation Action |
|---|---|---|---|
| Oxygen limitation | Low kLa; high cell density (>20 million cells/mL) [3] | DO drop below 30% saturation [3] | Increase agitation; oxygen enrichment; micro-spargers [3] |
| CO₂ accumulation | Reduced SA/V ratio; high hydrostatic pressure [3] | Rising dissolved CO₂; pH drop; osmolality increase [3] | Increase total gas flow (vvm); headspace purging [3] |
| Shear damage | High impeller tip speed; bubble rupture [1] | Decreased viability; inhibited differentiation [1] | Add poloxamers; redesign impellers for laminar flow [1] |
| pH gradients | Poor mixing; long circulation times [3] | Localised pH spikes near base addition ports [3] | Optimise port placement; increase agitation within shear limits [3] |
| Metabolite toxicity | Ammonia and lactic acid build-up [1] | Reduced growth rate; plateauing biomass [1] | Perfusion or media exchange; engineered ammonia-tolerant cell lines [1] |
| Thermal instability | Reduced SA/V ratio limiting heat dissipation [3] | Temperature fluctuations across vessel [3] | Optimised cooling jackets; CFD-guided vessel geometry [3] |
A Practical Validation Workflow
Validation needs to start before any commitment to a production vessel. Scale-down modelling usually begins with high-throughput miniature bioreactors in the 15–250 mL range, where teams can tune parameters and test operating windows [1] [3]. These models matter most when they mimic the harsh cases, not the easy ones, including transient shifts in DO and pH that cells may see in heterogeneous large-scale environments [3].
CFD helps screen risk before physical runs. It can predict oxygen distribution and shear in advance [1] [2]. Li et al. used CFD to optimise reactor geometry while modelling a 300,000 L airlift reactor for animal cell growth. Their modelling suggested that a single vessel at that scale could theoretically feed 75,000 people each year [1].
Pilot-scale work comes next. At that stage, the goal is simple: check whether the cells can handle the flow environment in the larger vessel and define the upper limit of hydrodynamic stress that the process can tolerate [2].
Sensor comparability also needs a direct check across scales. In-line sensors in large vessels must survive sterilisation and keep working for weeks without recalibration [1] [4]. In many cases, one probe isn’t enough. Sensor arrays may be needed to spot gradients that a single measurement point would miss [1] [4]. Only vessels that produce comparable data across scales should move forward to procurement review.
Conclusion: Build a Bioreactor Shortlist Around Process Fit
Scale-up is a series of trade-offs. Biology sets the boundaries. Then mixing, oxygen transfer, control architecture, and vessel design all have to work inside those boundaries. Those three decision axes - cell biology, transfer performance, and operational fit - show up in every platform comparison and every validation step in this guide.
That narrows your shortlist fast. The goal is not to find the reactor with the longest feature list. It is to find the platform that matches the process mode and can hold that fit as you scale.
Before any capital decision, test the shortlist with scale-down models, CFD, and pilot-scale work [1]. If a system cannot hold performance under those conditions, it should not move forward to supplier selection.
Key Decisions to Carry into Procurement
Put these criteria into a written requirements list before you speak to suppliers.
| Requirement | What to Define |
|---|---|
| Cell type and anchorage dependence | Suspension-adapted, microcarrier-dependent, or scaffold-integrated |
| Culture mode | Batch, fed-batch, or perfusion - and whether continuous processing is a target |
| Oxygen demand and transfer target | Based on peak cell density, oxygen transfer rates, and heat dissipation requirements |
| Shear tolerance envelope | Maximum hydrodynamic stress the cell line can withstand, empirically determined |
| Control and sensing requirements | In-line vs off-line; parameters to monitor in real time (pH, DO, CO₂, glucose, biomass) |
| Scale target and vessel material | Single-use vs stainless steel, informed by production volume and food-grade material requirements |
| Species-specific conditions | Operating temperature (e.g. 37 °C for mammalian cells; lower for marine species) and gas exchange rates [1] |
Cellbase connects cultivated meat teams with verified bioreactor suppliers, making procurement faster and more precise.
FAQs
How do I choose between STR and airlift?
It depends on your cell type, scale-up goals and process priorities.
STRs are widely used, scale well and give you tight process control. That makes them a common fit for suspension cultures and microcarrier-based cells, especially as you move to larger volumes. The trade-off is shear: STRs can expose cells to more hydrodynamic stress, so impeller choice, tip speed and gas strategy matter.
Airlift bioreactors are usually gentler on shear-sensitive cells and have less mechanical complexity because they don’t rely on internal agitation in the same way. But scale-up can be less straightforward, particularly when you need to keep mixing, gas transfer and circulation behaviour in line across scales.
As a rule of thumb, airlift systems tend to suit more delicate cells, while STRs are often the default for better-established large-scale processes.
When should I switch from batch to perfusion?
Consider switching from batch to perfusion when you need higher cell densities and more process intensification for cultivated meat production.
In most cases, it makes sense when your process needs to hold very high cell densities - above 100 million cells per millilitre - and gains from continuous nutrient feed, waste removal, tighter process control, and higher productivity as you move from R&D into manufacturing.
What scale-up risks should I test first?
Test the earliest scale-up risks around cell viability and process control. Put extra focus on:
- increased shear stress
- oxygen transfer
- waste removal, including CO₂ accumulation
You should also check temperature, pH, nutrient delivery, contamination risk, and whether conditions stay uniform as you move from small laboratory setups to larger bioreactors.
That matters because a process that looks stable at bench scale can drift once volume goes up. Mixing changes. Gas transfer shifts. Local gradients can appear. Cells often feel those changes before your main process metrics do.
Early monitoring helps reduce inconsistency and protect cell health.









