

Puhdastilojen validointi varmistaa, että tuotantoympäristöt täyttävät tiukat kontaminaatiostandardit, mikä on elintärkeää viljellyn lihan tuotannossa. Tämä on kriittinen vaihe, kun viljellyn lihan prosesseja laajennetaan. Asianmukainen validointi estää kontaminaatioriskit, suojaa tuotteen laatua ja noudattaa säädöksiä, kuten ISO 14644 ja GMP. Prosessi sisältää neljä keskeistä vaihetta:
- Suunnittelun validointi (DQ): Varmistaa, että puhdastilan suunnittelu täyttää toiminnalliset ja sääntelyvaatimukset.
- Asennuksen validointi (IQ): Varmistaa, että komponentit on asennettu oikein ja ne vastaavat spesifikaatioita.
- Toiminnallinen validointi (OQ): Testaa järjestelmät passiivisessa tilassa varmistaakseen, että ne toimivat tarkoitetulla tavalla.
- Suorituskyvyn validointi (PQ): Arvioi puhdastilan suorituskykyä todellisen tuotannon aikana.
Testausprotokollat, mukaan lukien hiukkaslaskennat, HEPA-suodattimen eheystarkastukset ja ilmavirtamittaukset, ovat kriittisiä vaatimustenmukaisuuden ylläpitämiseksi. Jatkuva seuranta ja säännöllinen uudelleenvalidaatio auttavat ylläpitämään puhdastilan suorituskykyä ajan mittaan. Näiden vaiheiden noudattaminen varmistaa, että kontaminaatioriskit minimoidaan, suojaten sekä tuotteen johdonmukaisuutta että sääntelyhyväksyntää.
Puhdastilan validointi URS:stä PQ:hun
sbb-itb-ffee270
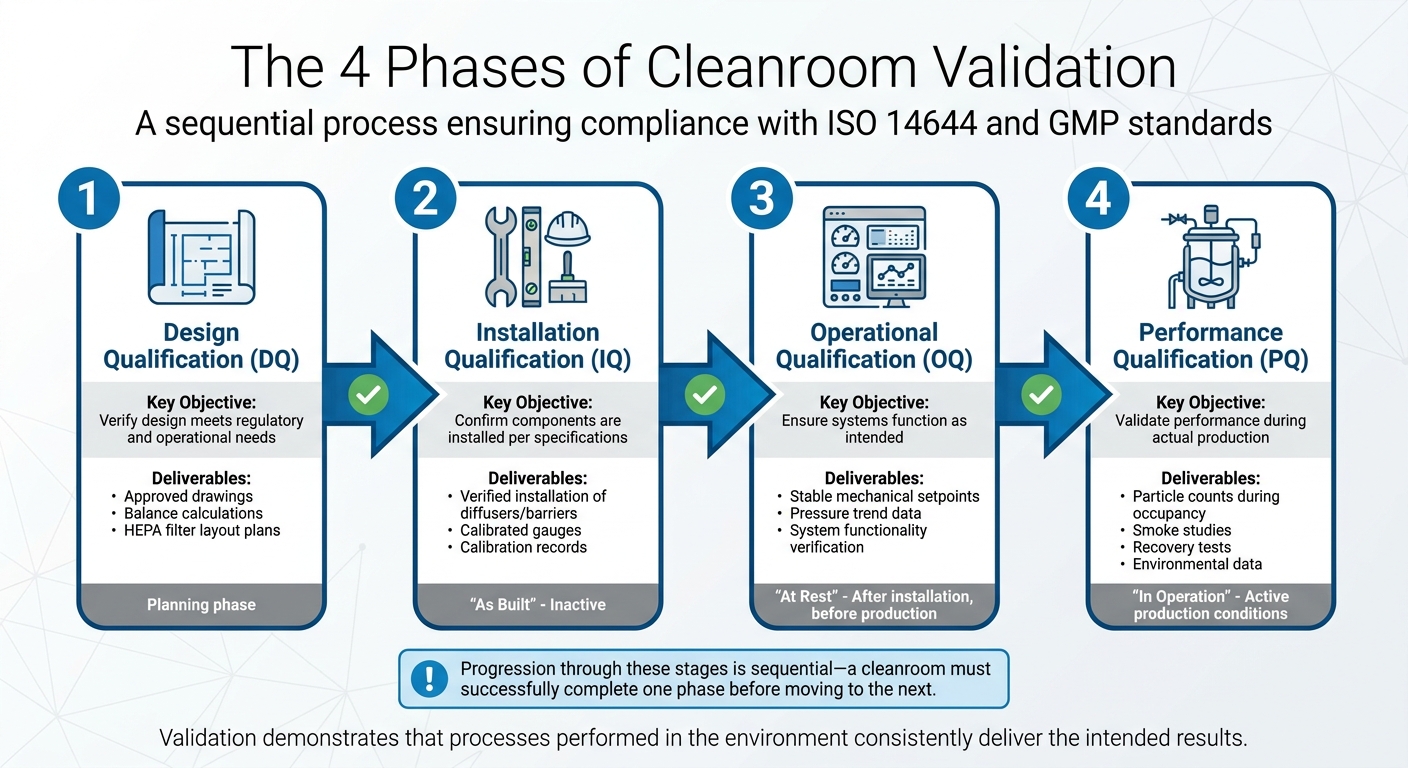
Puhdastilan validoinnin 4 vaihetta
Puhdastilan validoinnin 4 vaihetta viljellyn lihan tuotannossa
Puhdastilan validointi on vaiheittainen prosessi, jossa on neljä erillistä vaihetta, joista kukin rakentuu edellisen päälle. Näiden vaiheiden läpikäynti on peräkkäistä - puhdastilan on suoritettava yksi vaihe onnistuneesti ennen siirtymistä seuraavaan.Kuten Allied Cleanrooms osuvasti toteaa:
"Validointi erottaa puhdastilan, joka näyttää valmiilta, sellaisesta, joka todella on"[8].
Vaikka kvalifiointi varmistaa, että puhdastila ja sen järjestelmät on asennettu ja toimivat suunnitellusti, validointi menee askeleen pidemmälle. Se osoittaa, että ympäristössä suoritetut prosessit tuottavat johdonmukaisesti aiotut tulokset[7]. Neljän vaiheen - suunnittelukvalifiointi (DQ), asennuskvalifiointi (IQ), toimintakvalifiointi (OQ) ja suorituskykykvalifiointi (PQ) - tarkoituksena on valmistella tilat validoituihin tuotantoprosesseihin. Nämä vaiheet luovat myös perustan tiukoille testausprotokollille.
| Validointivaihe | Tärkeimmät tavoitteet | Tyypilliset toimitukset/testit |
|---|---|---|
| Suunnittelun hyväksyntä (DQ) | Varmista, että suunnittelu täyttää sääntely- ja toiminnalliset tarpeet. | Hyväksytyt piirustukset, tasapainolaskelmat, HEPA-suodattimen asettelusuunnitelmat. |
| Asennuksen hyväksyntä (IQ) | Vahvista, että komponentit on asennettu eritelmien mukaisesti. | Vahvistettu diffuusorien/esteiden asennus, kalibroidut mittarit. |
| Toiminnallinen hyväksyntä (OQ) | Varmista, että järjestelmät toimivat tarkoitetulla tavalla. | Vakaa mekaaninen asetusarvo, paineen trenditiedot. |
| Suorituskyvyn hyväksyntä (PQ) | Vahvista suorituskyky tuotannon/käytön aikana. | Hiukkasmäärät, savututkimukset, palautumistestit, ympäristön seuranta tiedot. |
Suunnittelun hyväksyntä (DQ)
Suunnittelun hyväksyntä (DQ) -vaihe varmistaa, että puhdastilan suunnittelu vastaa viljellyn lihan tuotannon erityisvaatimuksia. Tämä sisältää sen varmistamisen, että suunnitteludokumentit, kuten tasapainolaskelmat ja HEPA-suodattimien asettelut, heijastavat todellisia toiminnallisia tarpeita. Jokaisen suunnitteluelementin on täytettävä tiukat hyväksymiskriteerit, jotka perustuvat usein ISO 14644 -standardeihin tai käyttäjän määrittelemiin vaatimuksiin [7].
Asennuksen hyväksyntä (IQ)
Asennuksen hyväksyntä (IQ) keskittyy puhdastilan "rakennettu" tilan tarkistamiseen sen passiivisessa tilassa. Tämä vaihe varmistaa, että diffuusorit, palautukset ja esteet vastaavat suunnittelumäärityksiä. Se tarkistaa myös, että painemittarit ja mittarit on kalibroitu oikein ja ovat täysin toimintakuntoisia.Yksityiskohtainen dokumentaatio, mukaan lukien kalibrointitiedot ja kartoitettujen testipaikkojen sijainnit, on kriittistä tässä vaiheessa [7][8].
Toiminnallinen hyväksyntä (OQ)
Toiminnallinen hyväksyntä (OQ) testaa puhdastilan "lepotilassa" - asennuksen jälkeen mutta ennen tuotannon alkamista. Tämä vaihe varmistaa, että järjestelmät toimivat tarkoitetulla tavalla dokumentoimalla vakaat mekaaniset asetusarvot ja johdonmukaiset paineen vaihtelut. Jos tapahtuu merkittäviä muutoksia, kuten laitteiden siirtäminen tai ilmavirran muuttaminen, tarvitaan kohdennettua uudelleentestausta tasapainon ylläpitämiseksi [7][8]. Kun järjestelmien toiminta on vahvistettu oikeaksi, laitos on valmis suorituskyvyn validointiin aktiivisissa olosuhteissa.
Suorituskyvyn hyväksyntä (PQ)
Viimeinen vaihe, suorituskyvyn hyväksyntä (PQ), validoi puhdastilan suorituskyvyn todellisissa tuotanto-olosuhteissa.Tässä vaiheessa arvioidaan, täyttääkö laitos suorituskykytavoitteet viljellyn lihan tuotannon aikana. Tärkeimpiä arviointeja ovat hiukkaslaskennat käytön aikana, ilmavirran visualisointi (kuten savututkimukset) kriittisillä alueilla ja palautumistestit, joilla mitataan, kuinka nopeasti huone palautuu vaadittuun puhtauteen häiriön jälkeen. Ennen PQ:n aloittamista varmista, että mekaaniset asetusarvot ovat vakaita, hallitaan bioprosessinohjausohjelmiston, kautta, kriittiset näytteenottopaikat on tunnistettu ja puhdistusrekisterit vahvistavat validoidut olosuhteet [7].
Viljellyn lihan laitoksissa on erittäin suositeltavaa käyttää riippumattomia kolmannen osapuolen validointitoimistoja. Tämä puolueeton varmennus on arvokkaampi sääntelijöille ja tarkastajille. Allied Cleanrooms korostaa:
"Sääntelijät ja tarkastajat antavat enemmän painoarvoa tuloksille, jotka tulevat ulkopuoliselta taholta, jolla ei ole osuutta lopputulokseen" [8].
Tämä itsenäinen lähestymistapa on erityisen tärkeä laitoksille, jotka hakevat USDA-tarkastuslupaa, mikä edellyttää FDA-ennakkokonsultaation onnistunutta suorittamista[5] [6].
Vaaditut testausprotokollat puhdastilan validointiin
Kun suunnittelukvalifiointi (DQ), asennuskvalifiointi (IQ), toimintakvalifiointi (OQ) ja suorituskykykvalifiointi (PQ) on suoritettu, seuraava vaihe on perusteellinen testisarja puhdastilan suorituskyvyn varmistamiseksi. Nämä testit varmistavat, että puhdastila noudattaa ISO-luokitustaan ja soveltuu viljellyn lihan tuotantoon. Alla on yleiskatsaus keskeisistä testausprotokollista.
Ilmassa olevien hiukkasten laskentatestit
Tämä testi mittaa ilmassa olevien hiukkasten määrää varmistaakseen, että puhdastila noudattaa ISO-luokitustaan.Esimerkiksi ISO 5 -puhdastilan ei tulisi ylittää 3 520 kappaletta 0,5 µm tai suurempia hiukkasia kuutiometriä kohden. Testaus sisältää kalibroitujen hiukkaslaskureiden käytön määritellyissä näytteenottopisteissä sekä "lepotilassa" että "käytössä" olevissa olosuhteissa. ISO 14644-2:n mukaan hiukkaspitoisuustestit tulisi suorittaa kuuden kuukauden välein ISO 5 ja tiukemmille luokituksille, ja vuosittain ISO 6 ja sitä korkeammille luokituksille [8].
HEPA-suodattimen eheystestit
Nämä testit varmistavat, että High-Efficiency Particulate Air (HEPA) -suodattimet toimivat oikein, ilman vuotoja tai vikoja. Vaikka hiukkaslaskentatestit arvioivat huoneen yleistä puhtautta, eheystestit keskittyvät itse suodattimiin. Kaikki merkittävät muutokset, kuten suodattimien vaihdot tai huoneen muutokset, edellyttävät välitöntä uudelleentestausta.Monet laitokset valitsevat kolmannen osapuolen toimistoja suorittamaan nämä testit, sillä riippumaton varmennus on usein erittäin arvostettua sääntelyviranomaisten keskuudessa [8].
Ilmavirran nopeuden ja tilavuuden mittaukset
Oikea ilmavirtaus on kriittinen puhtauden ylläpitämiseksi. Yksisuuntaisten puhdastilojen ilmavirran tulisi tyypillisesti olla 0,45 m/s ±20% (välillä 0,36 ja 0,54 m/s). Mittaukset tehdään yleensä työskentelykorkeudella - missä herkät toiminnot, kuten bioreaktorin inokulointi, tapahtuvat skaalautuvissa bioreaktorijärjestelmissä - tai 150–300 mm suodattimen pinnasta. ISO 14644-3:2005 määrittelee, että näytteenottopisteiden määrän tulisi olla yhtä suuri kuin huoneen pinta-alan (neliömetreinä) kymmenen neliöjuuri, vähintään neljä lukemaa ja vähintään yksi piste suodatinta kohden.Savututkimukset tai ilmavirran visualisointikartoitus voivat edelleen varmistaa yksisuuntaisen ilmavirran ja havaita alueet, joilla on pysähtynyttä ilmaa, tunnetaan nimellä "herätysalueet" [9] .
Paine-erojen tarkistukset
Oikeiden paine-erojen ylläpitäminen puhdastilavyöhykkeiden välillä on olennaista kontaminaation estämiseksi. Puhdistetumpien alueiden on säilytettävä positiivinen paine suhteessa viereisiin, vähemmän puhtaisiin alueisiin. Kalibroidut painemittarit ja anturit käytetään dokumentoimaan ja varmistamaan vakaat paine-erot.
Lämpötilan ja kosteuden varmistus
Puhdastilan lämpötila- ja kosteustasot on hallittava huolellisesti viljellyn lihan tuotannon tukemiseksi. Nämä olosuhteet vaikuttavat tuotteen laatuun sekä HEPA-suodattimien ja muiden järjestelmien suorituskykyyn. Jatkuva seuranta auttaa varmistamaan, että nämä parametrit pysyvät vaadituissa asetusarvoissa koko tuotantosyklien ajan.
Jatkuva seuranta ja uudelleenvalidaatio
Validointi ei lopu, kun järjestelmät ovat käytössä. Jatkuva seuranta ja säännöllinen uudelleenvalidaatio ovat välttämättömiä suodattimien kulumisen, HVAC-järjestelmän heikkenemisen ja prosessimuutosten vaikutusten torjumiseksi. Alkuperäisen vaatimustenmukaisuuden saavuttamisen jälkeen DQ:n, IQ:n, OQ:n ja PQ:n kautta, suorituskyvyn ylläpitäminen aktiivisen tuotannon aikana vaatii jatkuvaa valvontaa.
Ympäristön seurantajärjestelmät
Vahva ympäristön seurantajärjestelmä seuraa ilmassa olevien hiukkasten määrää, mikrobikontaminaatiota, lämpötilaa, kosteutta ja paine-eroja määritellyn aikataulun mukaisesti. Luokan A alueilla seurannan on oltava jatkuvaa, kun taas luokan B alueilla tarkastukset vaaditaan 15–30 minuutin välein. Luokan C ja D alueita voidaan seurata tunneittain tai vuorokohtaisesti, riskinarviointien perusteella [3][4].
Mikrobien seuranta yhdistää aktiivisen ilmanäytteenoton ja laskeutumislevyt. Yhdistyneen kuningaskunnan GMP-ohjeiden mukaan laskeutumislevyjä tulisi testata vähintään viikoittain, kun taas ei-elinkelpoisten hiukkasten laskenta tulisi suorittaa päivittäin. Seurantatiheyttä tulisi lisätä huoltotoimenpiteiden jälkeen [3][4]. Kaikki tiedot tulisi kirjata reaaliajassa, määritellyillä hälytysrajoilla. Esimerkiksi A-luokan alueella toimintaraja elinkelpoisille hiukkasille voi olla 1 CFU/m³ [1][2]. Tämän datan trendien analysointi voi auttaa tunnistamaan mahdolliset ongelmat aikaisin.
Kehittyneet työkalut, kuten etäkäyttöiset laseri-hiukkaslaskurit, aktiiviset ilmanäytteenottimet ja dataloggerit reaaliaikaisilla hälytyksillä, varmistavat jatkuvan seurannan.Langattomat anturiverkot tarjoavat 24/7 valvontaa kojelautojen kautta, vähentäen manuaalisten tarkastusten tarvetta [2][10]. Tarkkuuden ylläpitämiseksi anturit tulisi huoltaa ennaltaehkäisevästi kuuden kuukauden välein.
Uudelleenvalidaation aikataulutus
Uudelleenvalidointi varmistaa, että puhdastilan suorituskyky pysyy vaadituissa spesifikaatioissa, vaikka laitteet vanhenevat, prosessit kehittyvät tai säädösten vaatimukset muuttuvat. Uudelleenvalidoinnin laukaisijoita ovat suuret muutokset, kuten uusien bioreaktoreiden asentaminen, HVAC-järjestelmien päivittäminen tai tilojen layoutin muuttaminen. Viljellyn lihan laitoksissa prosessimuutokset - kuten väliaineen koostumuksen muutokset - on myös otettava huomioon kontaminaatioriskien hallitsemiseksi [1] [3].
Kriittiset parametrit tulisi validoida uudelleen vuosittain, puolivuosittaisilla tarkastuksilla ja välittömällä uudelleenvalidoinnilla merkittävien muutosten jälkeen. MHRA GMP-ohjeiden mukaan korkean riskin puhdastilat viljellylle lihalle tulisi validoida uudelleen suorituskyvyn kvalifiointi (PQ) 12 kuukauden välein, kattaen kaikki IQ-, OQ- ja PQ-elementit. HVAC-päivitysten jälkeen uudelleentestaus tulisi suorittaa 30 päivän kuluessa [4] [10]. Ennaltaehkäisevien huoltojen aikataulujen tulisi myös olla linjassa GMP-tarkastusten kanssa [2][3].
Jatkuvien validointitarpeiden osalta
Viljellyn lihan puhdastilojen vaatimustenmukaisuusstandardit
Kun validointi- ja testausprotokollat on käsitelty, viljellyn lihan tuotannon viimeinen este on vaatimustenmukaisuusstandardien täyttäminen sääntelyhyväksynnän varmistamiseksi. Tässä prosessissa käytettävien puhdastilojen on noudatettava ISO 14644 -standardia hiukkasrajoituksille ja testausmenetelmille sekä hyvän tuotantotavan (GMP) ohjeita kontaminaation hallintaan ja validointiin. Näitä puitteita noudattamalla valmistajat voivat varmistaa, että heidän tilansa täyttävät tiukat sääntelyvaatimukset. Tarkastellaan kunkin standardin roolia puhdastilojen vaatimustenmukaisuudessa.
ISO 14644 Standardit puhdastilaluokitukselle
ISO 14644 määrittelee puhdastilaluokitukset ilmassa olevien hiukkasten pitoisuuden perusteella. Se mittaa hiukkasia, joiden koko on ≥ 0,5 μm kuutiometrissä, ja luokat vaihtelevat ISO 1:stä (puhtain) ISO 9:ään. Viljellyn lihan tuotannossa merkityksellisimmät luokitukset ovat ISO 5 - ISO 8, jotka vastaavat GMP-luokkia A - D. Nämä standardit keskittyvät "lepotilassa" oleviin olosuhteisiin - kun puhdastila on täysin valmiina mutta tyhjillään.
Vaikka ISO 14644 luo perustan puhdastilojen luokittelulle, se ei kata validointia aktiivisten toimintojen aikana eikä vaadi mikrobivalvontaa. Tässä kohtaa GMP-ohjeet astuvat kuvaan, lisäten ylimääräisen vaatimustenmukaisuuden tason viljellyn lihan laitoksille.
GMP-vaatimukset viljellylle lihalle
Toisin kuin ISO-standardit, GMP edellyttää validointia sekä "levossa" (tyhjillään) että "käytössä" (käytössä) oleville tiloille. Esimerkiksi B-luokan puhdastila sallii enintään 3 520 hiukkasta ≥ 0,5 μm/m³ levossa, mutta tämä kasvaa 352 000 hiukkaseen käytön aikana [12].
GMP käyttää kontaminaation hallintastrategiaa (CCS) , ohjattuna laadun riskienhallinnalla (QRM), tunnistaakseen ja minimoidakseen kontaminaatioriskit. Ohjeet määrittelevät myös rakenteelliset ja pintavaatimukset hiukkaskertymien estämiseksi ja tehokkaan puhdistuksen mahdollistamiseksi. Pinnan tulee olla sileä, vedenpitävä ja kestävä, kun taas liukuovia ei suositella puhdistusvaikeuksien vuoksi. Lisäksi altaat ja viemärit ovat kiellettyjä A- ja B-luokan alueilla mikrobien pesäkkeiden välttämiseksi.
Ihmiset ovat vastuussa 75–80% puhdastilojen tarkastuksissa havaituista hiukkasista [11], GMP noudattaa tiukkoja pukeutumisprotokollia ja rajoittaa henkilöstön pääsyä kriittisten suorituskyvyn validointivaiheiden aikana (PQ).
Tuotteille, jotka vaativat steriiliä käsittelyä, GMP-validointi sisältää aseptiset prosessisimulaatiot (media fill -testit) varmistaakseen, että tuotantoprosessi voi estää mikrobikontaminaation. Ympäristön seuranta on toinen kriittinen osa-alue, joka kattaa sekä ei-elävät hiukkaset että elävät mikro-organismit. Luokan A alueet vaativat jatkuvaa seurantaa, kun taas alempien luokkien alueet tarkastetaan usein vaatimustenmukaisuuden ylläpitämiseksi.
Käyttämällä Cellbase puhdastilojen validointiresursseihin
Puhdastilojen validointilaitteiden hankinta viljellyn lihan laitoksille voi olla haastava prosessi, pääasiassa siksi, että tarvitaan erikoistuneita valvontatyökaluja ISO 14644- ja GMP-standardien täyttämiseksi. Yleiset laboratoriotarvikealustat eivät usein pidä varastossa näitä erikoistuotteita, jättäen hankintatiimit kokoamaan ratkaisuja hajanaisista toimittajaverkostoista. Tässä astuu kuvaan
Pääsy varmennettuihin laitteisiin ja materiaaleihin
Otetaan esimerkiksi startup-yritys, joka onnistui lyhentämään validointiaikatauluaan hankkimalla
Yksinkertaistettu hankinta validointitarpeisiin
Tarjoamalla varmennettuja laitteita,
Hankintapäälliköt ovat raportoineet nopeammasta välttämättömien seurantatyökalujen, kuten reaaliaikaisten hiukkaslaskureiden ja dataloggerien, täydennyksestä, jotka ovat keskeisiä tehokkaiden ympäristönseurantajärjestelmien ylläpitämisessä ja uudelleenvalidaation aikatauluttamisessa GMP-ohjeiden mukaisesti [18]. Lisäksi
Päätelmä
Puhdastilojen validointi viljellyn lihan tuotannossa on huolellinen prosessi, joka on suunniteltu varmistamaan, että tilat täyttävät ISO 14644 -hiukkasrajat ja GMP-standardit ennen kuin bioreaktoritoiminnot voivat alkaa. Data puhuu puolestaan: validoidut puhdastilat saavuttavat johdonmukaisesti 99.99% steriliteettivakuutustason, ja ISO 14644 -vaatimusten mukaiset tilat raportoivat kontaminaatiotasot alle 1%. Päinvastoin, validoimattomissa ympäristöissä kontaminaatiotasot voivat nousta jopa 15% - huomattava ero, joka korostaa asianmukaisen validoinnin merkitystä [13][14].
Mutta työ ei lopu alkuperäiseen validointiin. Puhdastilan suorituskyvyn ylläpitäminen on yhtä tärkeää. Cleanroom Technology Institute -asiantuntijoiden mukaan riittämätön validointi aiheuttaa 40% GMP:n poikkeamia biolääketieteessä. Viljellyn lihan osalta tämä aiheuttaa vakavan riskin, sillä jopa yksi kontaminaatiotapahtuma voisi vaarantaa tuotantoerät, joiden arvo on kymmeniä tuhansia puntia, mikä korostaa luotettavan hankintakerroksen tarvetta korkealaatuisten syötteiden varmistamiseksi[13][14].
UKK
Mikä on ero puhdastilan kvalifioinnin ja validoinnin välillä?
Kvalifiointi ja validointi ovat erilaisia, mutta yhtä tärkeitä puhdastilan vaatimustenmukaisuuden ylläpitämisessä.
Kvalifiointi keskittyy varmistamaan, että puhdastila ja sen järjestelmät on asennettu oikein ja toimivat suunnitellusti. Tämä prosessi sisältää useita vaiheita, mukaan lukien Suunnittelukvalifiointi (DQ), Asennuskvalifiointi (IQ), ja Käyttökvalifiointi (OQ). Jokainen vaihe varmistaa, että puhdastila täyttää suunnittelumääritykset ja toimii tehokkaasti.
Validointi , toisaalta keskittyy puhdastilan kykyyn tarjota jatkuvasti vaadittu ympäristö varsinaisen tuotannon aikana. Se tarkoittaa pitkäaikaisen luotettavuuden, turvallisuuden ja säädösten noudattamisen varmistamista.
Kuinka valitsen oikean ISO-luokan/GMP-luokan viljellyn lihan alueille?
Oikean ISO-luokan tai GMP-luokan valinta viljellyn lihan tuotantoon riippuu tuotannon erityisestä vaiheesta ja siihen liittyvistä kontaminaatioriskeistä.
- ISO-luokka 5: Parhaiten sopii varhaisiin viljelyvaiheisiin, joissa steriiliyden ylläpitäminen on ratkaisevan tärkeää.
- ISO-luokka 6: Ihanteellinen bioreaktoritoimintoihin, joissa puhtaus ja käytännöllisyys tasapainotetaan.
- ISO-luokka 8: Sopii sadonkorjuu- ja siirtoprosesseihin, joissa kontaminaatioriskit ovat pienemmät.
Korkeampien puhtausstandardien ylläpitäminen on olennaista alueilla, joissa steriiliyttä ei voida vaarantaa. Lisäksi asianmukaiset ympäristönhallintatoimenpiteet ovat välttämättömiä sääntelyvaatimusten täyttämiseksi.
Mitkä muutokset vaativat välitöntä puhdastilan uudelleenvalidointia?
Kun suuria muutoksia tapahtuu - kuten muutoksia puhdastilan layoutissa, uuden laitteiston lisääminen tai ympäristön hallinnan päivitykset, jotka voivat vaikuttaa steriiliyteen tai vaatimustenmukaisuuteen - välitön uudelleenvalidointi tulee tarpeelliseksi. Tällaiset muutokset voivat vaikuttaa kriittisiin olosuhteisiin, joten uudelleenvalidointi varmistaa, että kaikki täyttää edelleen sääntelyvaatimukset.










