

Si vous gérez un bioréacteur de cellules de mammifères pendant jusqu'à 28 jours, un mauvais design d'alarme peut vous coûter le lot. Dans ce cas, je résumerais l'article en un point : lier les signaux d'alarme à la phase du lot, au statut CIP/SIP, et à une vue unique des données a donné au site un contrôle plus strict de pH, DO, température et pression, réduit les vérifications manuelles, et raccourci la révision QA grâce à la libération par exception.
Pour les ingénieurs de bioprocédés, les scientifiques de la culture cellulaire, et les équipes R&D de viande cultivée, le message est simple. Les alarmes ponctuelles seules ne suffisaient pas. Le site avait une configuration de fournisseurs mixtes, des données cloisonnées, et aucune vue centrale de l'historien. Après qu'une couche de données ajoutée ait cartographié 100+ balises PLC/HMI, les opérateurs pouvaient examiner les tendances en direct, répondre avec plus de contexte, et maintenir une piste d'audit plus propre sans changer l'équipement validé.
Ce qui a le plus changé :
- La logique d'alarme est passée de points fixes à des règles basées sur le contexte
- La phase de lot et le statut CIP/SIP ont été enregistrés avec chaque événement
- Un cycle complet de 28 jours a établi la référence avant la mise en service
- La révision des tendances à distance a réduit le besoin de vérifications sur site
- Le contrôle qualité a passé moins de temps sur la révision manuelle des enregistrements
- La même couche de données prend désormais en charge le travail ultérieur sur les capteurs logiciels
Un deuxième point à retenir est tout aussi important : les alarmes de seuil et la détection multivariée ont des fonctions différentes. Les seuils sont la première couche pour les limites critiques de viabilité. Les méthodes multivariées viennent plus tard, une fois que vous avez un historique de lots propre et suffisamment de cycles pour soutenir la construction de modèles.
| Zone | Avant | Après |
|---|---|---|
| Visibilité des données | Réparti entre les contrôles | Une couche de révision |
| Signification de l'alarme | Alarmes de points isolés | Contexte lié à l'état du processus |
| Réponse de l'opérateur | Plus lente, moins claire | Revue d'événements plus directe |
| Revue QA | Manuelle et chronophage | Libération par exception |
| Impact de la validation | Les changements d'usine ajouteraient du travail | Une couche ajoutée a évité cela |
Si je devais tirer une leçon de ce cas, ce serait celle-ci : trier la priorité des alarmes tôt, garder les balises critiques pour la viabilité séparées du bruit utilitaire, et intégrer le QA dans la philosophie des alarmes dès le premier jour.
Configuration de l'installation de base et problèmes d'alarme avant la mise à niveau
Configuration du bioréacteur, capteurs et architecture de contrôle
Ces risques ont révélé un deuxième problème : la couche de contrôle de l'usine ne pouvait pas tout afficher en un seul endroit.
L'usine pilote fonctionnait avec une pile d'automatisation de fournisseurs mixtes. Sa hiérarchie de contrôle utilisait un PLC Siemens et un logiciel HMI propriétaire, tandis que l'ensemble de capteurs couvrait la température, le pH, l'oxygène dissous (DO), la pression et les débits de gaz. Dans le cadre de la mise à niveau, l'équipe a cartographié plus de 100 balises PLC et HMI pour construire une vue en temps réel unique [1].
Problèmes observés : réponse retardée et faible priorisation
Le principal problème n'était pas un actif défaillant. C'était une mauvaise visibilité. La croissance des lots avait dépassé ce que la couche de contrôle de fournisseurs mixtes pouvait montrer clairement [1] .
Les données étaient réparties dans des silos séparés, ce qui signifiait qu'il n'y avait pas de vue d'ensemble par lot. Et sans historien central, les ingénieurs manquaient de tableaux de bord en direct et de données de tendance par lot. Cela ralentissait l'examen des écarts et retardait les décisions de libération des lots. Le contrôle qualité devait également se fier à un examen manuel, ce qui ralentissait encore les décisions et augmentait le temps de stockage des stocks [1].
Ces lacunes de visibilité ont conduit à la refonte de l'alarme à l'étape suivante.
sbb-itb-ffee270
Refonte et mise en œuvre du système d'alarme
Philosophie d'alarme pour les signaux de pH, d'oxygène dissous, de température, de pression et de contamination
L'équipe a reconstruit le cadre d'alarme pour résoudre deux problèmes courants sur le sol de l'usine : visibilité fragmentée et réponse lente. Au lieu de se fier à des alarmes ponctuelles simples isolées, ils sont passés à une logique d'alarme basée sur le contexte. pH, oxygène dissous (DO), température, pression et débit de gaz ont été définis comme les principales entrées d'alarme, tandis que la phase de lot et le statut CIP/SIP ont été enregistrés avec chaque alarme [1].
Cela compte en pratique. Une alarme DO basse pendant un changement d'aération ne signifie pas la même chose qu'une alarme DO basse pendant une autre phase de lot. En liant les signaux de processus au contexte opérationnel, le système d'alarme a donné aux opérateurs une lecture plus claire de ce qui se passait et quand il fallait agir [1]. Cette philosophie d'alarme a ensuite façonné le travail d'intégration qui a suivi.
Intégration du système, capteurs logiciels et flux de travail des opérateurs
Le déploiement s'est concentré sur l'intégration des données de contrôle existantes dans une seule couche de révision. Pour ce faire, l'équipe a ajouté une couche de données additionnelle qui a cartographié plus de 100 balises PLC et HMI, sans revalider l'équipement [1] . Ce choix a permis de garder la mise en œuvre légère tout en intégrant les signaux nécessaires pour l'examen des alarmes et l'analyse par lots.
Un cycle complet de 28 jours a été utilisé pour établir la référence pour l'examen [1]. Les opérateurs ont ensuite été formés, et le système a été mis en service en moins d'une semaine [1]. Les utilisateurs autorisés pouvaient accéder aux tendances en direct et aux rapports par lots à distance [1], ce qui facilitait l'examen des événements sans attendre les extractions de données manuelles ou l'accès local à l'IHM.
La même couche de données a également préparé le système pour une utilisation future de capteurs logiciels [1]. En d'autres termes, elle a fait plus que soutenir la gestion des alarmes ; elle a créé un chemin pour la visibilité des processus basée sur des modèles par la suite. Cela a donné à l'équipe une base stable pour mesurer l'effet du nouveau cadre d'alarme [1].
Résultats : impact mesuré après le déploiement
Métriques de performance avant et après
Après le déploiement, le pH, l'oxygène dissous, la température et la pression sont restés dans des limites plus strictes pendant un cycle de production complet de 28 jours [1]. Les interventions manuelles ont diminué, et les ingénieurs autorisés pouvaient utiliser l'accès VPN pour examiner les tendances en direct et les données de lots à distance [1] .
Les principaux changements après le déploiement étaient :
| Métrique | Avant la mise à niveau | Après la mise à niveau | Commentaire opérationnel |
|---|---|---|---|
| Contrôle des paramètres critiques | Visibilité limitée à travers des contrôles séparés | Contrôle plus strict du pH, de l'oxygène dissous, de la température et de la pression | Meilleure visibilité tout au long du cycle de production |
| Interventions manuelles | Vérifications manuelles pendant les opérations | Moins d'interventions requises | La surveillance à distance a réduit le besoin de présence sur site [1] |
| Temps de révision QA | Révision manuelle longue | Réduit grâce à la libération par exception | QA axé sur les lots avec des écarts confirmés [1] |
Effets sur la charge de travail des opérateurs, les dossiers de qualité et la préparation aux audits
Le protocole de libération par exception a été particulièrement utile pour les équipes QA.Au lieu d'examiner chaque point de données d'une période de 28 jours, les ingénieurs n'avaient besoin de regarder que les lots où les paramètres sortaient des limites prédéfinies [1]. Cela déplace l'effort du contrôle de routine vers les déviations réelles.
La collecte de données automatisée a remplacé la saisie manuelle pour les enregistrements de lots couvrant des paramètres critiques tels que le pH, la température et l'oxygène dissous [1]. En pratique, cela signifiait moins de données saisies manuellement et une traçabilité des données plus propre.
L'approche par ajout a également préservé le statut de validation de l'équipement. Le site n'avait pas besoin de réarchitecturer le réseau de l'usine ou de modifier les systèmes de production commerciaux sur étagère [1].
Ces gains provenaient d'un contexte d'alarme plus strict, d'une révision des déviations plus rapide et d'un enregistrement de lot plus propre.
Leçons clés et conclusion
Alarmes de seuil vs. détection multivariée dans les bioréacteurs de viande cultivée
Ce que ce cas suggère pour l'augmentation d'échelle et les déploiements futurs
En s'appuyant sur la refonte de l'alarme ci-dessus, la principale conclusion est simple : la stratégie d'alarme doit faire partie de la conception du processus dès le début.
L'équipe a identifié les balises les plus critiques tôt et a séparé les variables critiques pour la viabilité - pH, oxygène dissous, température et pression - des signaux utilitaires de moindre priorité.
Ce tri précoce est plus important qu'il n'y paraît. Si chaque signal est traité comme urgent, les opérateurs cessent de faire confiance au système. Mais lorsque la couche d'alarme reflète le risque réel du processus, les gens peuvent agir plus rapidement et avec plus de confiance.
Les contributions du développement des processus, de l'ingénierie et de l'assurance qualité ont aidé l'équipe à prendre des décisions plus rapidement et ont facilité le support des exceptions lors des sorties. Pour les équipes passant du pilote à l'échelle pré-commerciale, , cela indique une priorité claire : intégrer l'assurance qualité dans les discussions sur la philosophie des alarmes dès le début et s'assurer que les procédures de réponse sont vérifiées sur tous les quarts.
La même couche de données peut également prendre en charge l'alimentation automatisée, le contrôle adaptatif et l'échantillonnage automatique par la suite. En termes simples, elle établit l'épine dorsale de contrôle pour une usine plus automatisée.
La rationalisation des alarmes, donc, est mieux considérée comme la couche de base pour une production de viande cultivée, plus automatisée, et non comme le point final.
Alarmes de seuil versus détection multivariée : une comparaison
Les alarmes de seuil sont la première ligne de défense dans les bioréacteurs de viande cultivée. Elles sont simples à configurer, faciles à interpréter et simples à valider.Le piège est le contexte : une limite fixe vous indique quand une variable a franchi une frontière, mais elle ne vous dit pas ce que cela signifie pour une phase de processus donnée.
C'est pourquoi les alarmes de seuil devraient se situer à la couche de base, avec une détection multivariée ajoutée plus tard.
La détection multivariée comble cet écart, mais elle impose une exigence plus élevée. Elle nécessite de bonnes données historiques sur plusieurs lots, ainsi qu'une expertise analytique spécialisée pour construire et maintenir les modèles. Elle commence à avoir plus de sens à mesure que les opérations se développent et que l'optimisation des processus devient plus importante pour le rendement et la cohérence.
| Caractéristique | Alarmes de seuil | Détection multivariée |
|---|---|---|
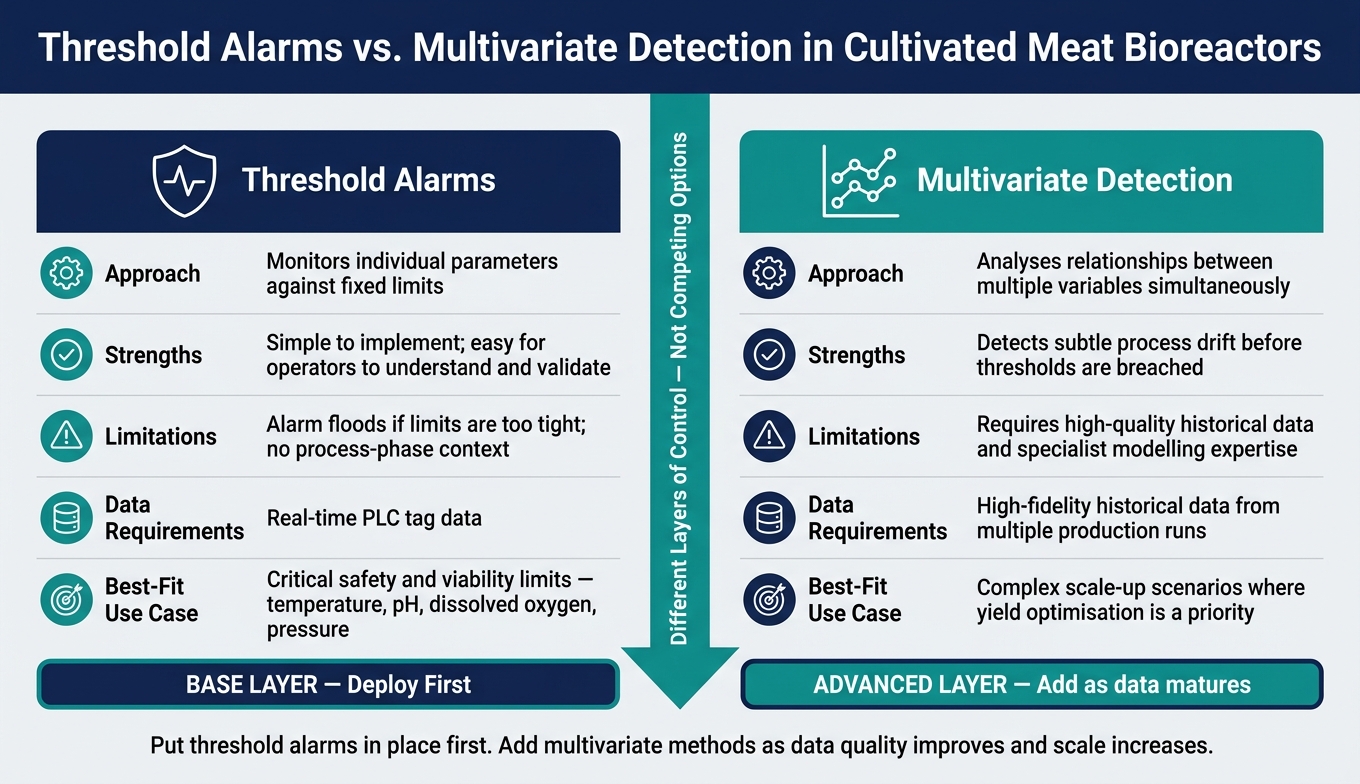
| Approche | Surveille les paramètres individuels par rapport à des limites fixes | Analyse les relations entre plusieurs variables simultanément |
| Forces | Simple à mettre en œuvre ; facile pour les opérateurs à comprendre et à valider | Détecte les dérives subtiles du processus avant que les seuils ne soient dépassés |
| Limites | Inondations d'alarmes si les limites sont trop strictes ; pas de contexte de phase de processus | Nécessite des données historiques de haute qualité et une expertise en modélisation spécialisée |
| Exigences en matière de données | Données de balises PLC en temps réel | Données historiques haute fidélité de plusieurs séries de production |
| Cas d'utilisation optimal | Limites critiques de sécurité et de viabilité telles que la température, le pH, l'oxygène dissous et la pression | Scénarios complexes de mise à l'échelle où l'optimisation du rendement est une priorité |
Le point pratique est simple : les alarmes de base et les analyses avancées sont différents niveaux de contrôle, et non des options concurrentes.Mettez d'abord en place la couche de seuil. Ensuite, ajoutez des méthodes multivariées à mesure que la qualité des données s'améliore et que l'échelle augmente.
FAQs
Pourquoi les alarmes basées sur le contexte sont-elles meilleures que les limites d'alarme fixes ?
Les limites d'alarme fixes sont statiques. En pratique, elles suivent généralement un paramètre à la fois, ce qui signifie qu'elles peuvent manquer une dérive lente ou des changements connectés dans l'oxygène dissous, le pH et la température qui peuvent indiquer une contamination précoce.
Les systèmes basés sur le contexte adoptent une approche différente. Ils utilisent l'apprentissage automatique et l'analyse multivariée pour lire les motifs à travers plusieurs paramètres en même temps, permettant ainsi aux équipes de recevoir des alertes plus précoces et plus précises avant que le lot ne soit compromis.
Comment la libération par exception aide-t-elle les équipes QA ?
La libération par exception aide les équipes QA à passer de la vérification de l'ensemble des ensembles de données à la gestion uniquement des points de données qui se situent en dehors des plages normales définies.
Avec la surveillance automatisée des paramètres critiques, le système alerte les équipes uniquement lorsqu'une déviation se produit. Cela réduit le temps de révision, soutient la conformité réglementaire et aide à maintenir la cohérence d'un lot à l'autre sans échantillonnage manuel constant.
Quand un site devrait-il ajouter une détection multivariée ?
Un site devrait passer à la détection multivariée lorsque les méthodes univariées, telles que les seuils de déviation standard simples, cessent de détecter les changements complexes et dépendants du temps qui peuvent indiquer une contamination précoce.
À mesure que la production s'intensifie, les systèmes univariés peuvent manquer les dérives lentes et les effets croisés entre les variables de processus. Les méthodes multivariées sont mieux adaptées à ces cas car elles évaluent ensemble l'oxygène dissous, la pression, le pH et la température, plutôt que de traiter chaque signal isolément.









