

Si vous passez de la culture cellulaire animale à l'échelle pilote à un volume commercial sans d'abord résoudre les problèmes de transfert de masse, de gestion des déchets, de stérilité et de temps de fonctionnement, votre coût par kilogramme peut augmenter, et non diminuer.
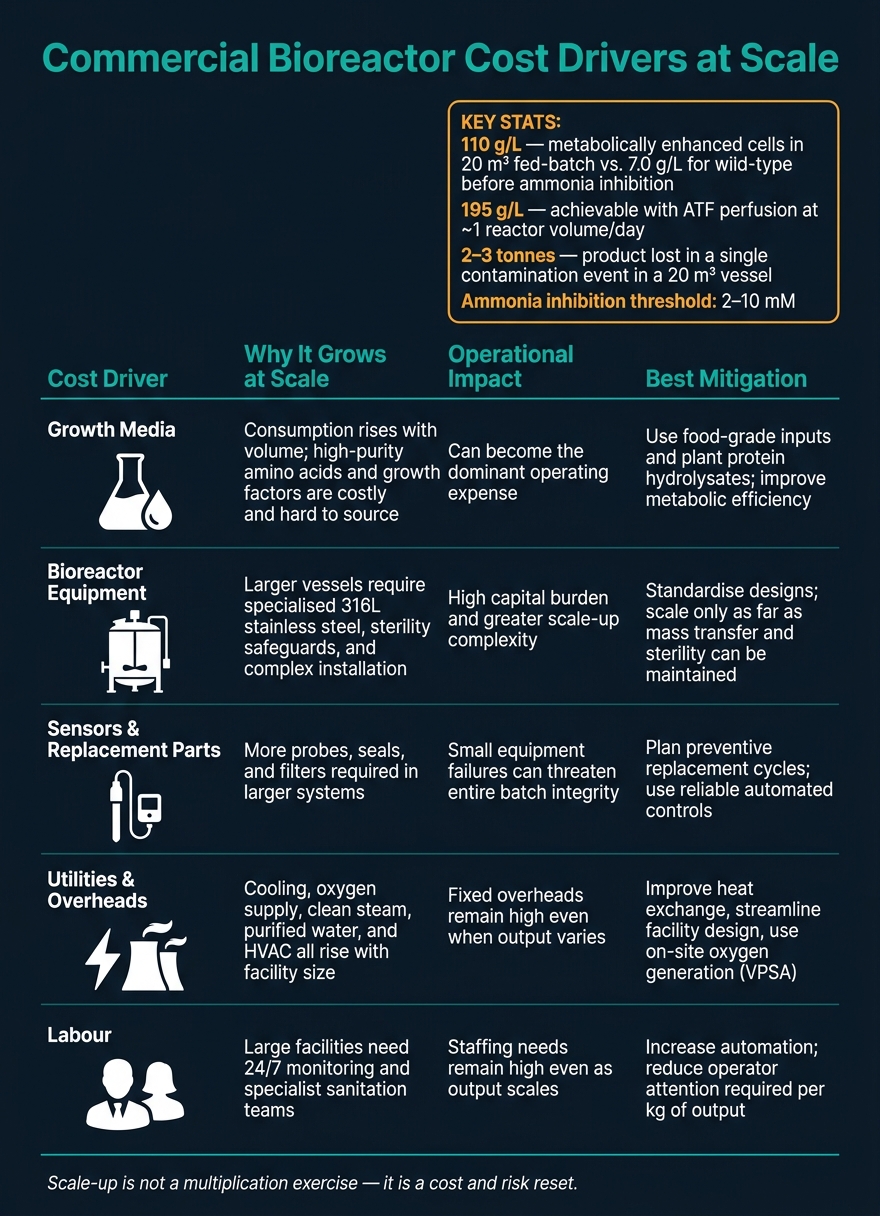
Pour les ingénieurs en bioprocédés et les équipes de viande cultivée, le problème de coût est simple : les bioréacteurs plus grands sont plus difficiles à oxygéner, refroidir, mélanger et maintenir stériles, tandis que les cellules animales restent sensibles au cisaillement et à croissance lente. En pratique, cela signifie plus de dépenses en milieux, systèmes en acier inoxydable, capteurs, services publics, main-d'œuvre et lots défectueux. L'article souligne également des limites biologiques strictes, y compris l'inhibition par l'ammoniac à 2–10 mM, des pertes de lots dans des cuves de 20 m³ qui peuvent anéantir 2–3 tonnes de produit, et l'écart entre environ 7,0 g/L et 110 g/L selon la performance cellulaire et la configuration du processus.
Voici la version courte :
- Des vaisseaux plus grands ne garantissent pas un coût unitaire plus bas
- Le transfert d'oxygène et l'élimination du CO₂ deviennent plus difficiles à mesure que le volume augmente
- L'accumulation d'ammoniac et de lactate peut réduire la production avant que la capacité du vaisseau ne soit utilisée
- Des temps de doublement lents augmentent l'exposition à la contamination, aux temps d'arrêt et à la dérive
- Les usines commerciales ont besoin de plus qu'un vaisseau : CIP/SIP , tuyauterie aseptique, acier inoxydable 316L, sondes, refroidissement, approvisionnement en oxygène, vapeur, eau et CVC
- La perfusion et un contrôle plus strict peuvent augmenter la production par m³ installé, mais ils ajoutent également du matériel et une charge de contrôle
- TEA doit refléter les limites de l'usine tôt, ou les plans de capex peuvent s'éloigner de ce que la biologie peut supporter
- L'approvisionnement ne fonctionne que lorsqu'il suit les données de processus, et non le volume prévisionnel seul
Je vois le point principal ainsi : la montée en échelle n'est pas un exercice de multiplication.C'est une réinitialisation des coûts et des risques. Si la fenêtre de processus est faible à l'échelle pilote, un réacteur plus grand rend simplement la faiblesse plus coûteuse.
Défis de mise à l'échelle dans les bioréacteurs
sbb-itb-ffee270
Pourquoi les coûts des bioréacteurs augmentent à l'échelle commerciale
Ces limites poussent les usines vers des équipements plus complexes, un contrôle de processus plus strict et des coûts d'exploitation plus élevés. La raison est assez simple : les grands récipients sont plus difficiles à mélanger, refroidir et garder stériles.
Équilibrer le transfert de masse, le mélange, le cisaillement et l'élimination de la chaleur à des volumes plus importants
À des volumes de travail plus importants, les opérateurs ont moins de marge de manœuvre. L'agitation doit rester suffisamment douce pour éviter d'endommager les cellules. Le barbotage doit également rester faible pour réduire les dommages causés par les bulles, ce qui met la pression sur le transfert d'oxygène [1].
Ce compromis apparaît rapidement dans le fonctionnement quotidien.Si vous réduisez le mélange et le flux de gaz pour protéger les cellules, la livraison d'oxygène devient plus difficile. De plus, le dépouillement du CO2 peut devenir un plafond pratique sur la densité cellulaire, ce qui signifie qu'une capacité supplémentaire de gestion des gaz est souvent nécessaire [1]. Si ce plafond est poussé trop loin, la croissance diminue. Même en restant dans la limite, cela peut encore signifier ajouter des systèmes d'enrichissement en oxygène et de séparation des gaz.
L'élimination de la chaleur devient plus difficile à mesure que le volume du réacteur augmente. Dans de nombreux cas, cela signifie ajouter des serpentins de refroidissement internes ou des échangeurs de chaleur externes [1]. Aucun de ces éléments ne reste confiné au vaisseau lui-même. Cela se répercute directement sur l'utilisation des médias, la spécification de l'équipement et les frais généraux de l'usine.
Le contrôle de la contamination et la cohérence du processus exigent plus d'infrastructure
Les grands lots ne produisent pas seulement plus de produit. Ils rendent également chaque échec beaucoup plus coûteux.Un événement de contamination dans un bioréacteur de 20 m³ peut anéantir 2 à 3 tonnes de produit, ainsi que tous les composants coûteux du milieu de ce lot [1].
Ce risque entraîne une charge d'infrastructure plus lourde. Les systèmes commerciaux ont besoin d'acier inoxydable conforme à ASME BPE, de tuyauterie aseptique, de joints stériles et de CIP/SIP automatisé [1]. La surveillance des processus doit également être beaucoup plus stricte. L'oxygène dissous, le pH, l'ammoniac et le lactate nécessitent tous une attention particulière, car des gradients qui peuvent être gérables dans un petit récipient peuvent déclencher des changements métaboliques à l'échelle du récipient à l'échelle commerciale [1] [3] .
Comment l'échelle amplifie les temps d'arrêt, les échecs de lot et l'exposition à la maintenance
La croissance lente modifie l'économie des temps d'arrêt. Si la production prend du temps, toute panne empiète sur une grande partie de la fenêtre de lot [1]. À l'échelle commerciale, une journée perdue n'est pas un simple contretemps opérationnel. Cela signifie une perte de production tandis que les coûts fixes continuent de s'accumuler.
La fiabilité des capteurs passe également de "utile" à économiquement critique. Le retour d'information automatisé pour le pH et l'oxygène dissous n'est pas seulement là pour faciliter le fonctionnement du système. Il fait partie de la manière dont les opérateurs détectent l'accumulation inhibitrice avant qu'un lot ne doive être abandonné. Une fois que l'ammoniac ou le CO2 atteint des niveaux inhibiteurs, terminer le lot peut coûter moins cher que de maintenir une culture qui a déjà ralenti [1].
La maintenance ajoute un autre fardeau fixe. Les systèmes plus grands, critiques pour la stérilité, nécessitent plus de maintenance préventive et plus de travail de validation, ce qui augmente encore les coûts [1].
Ces contraintes se traduisent directement par des coûts d'exploitation plus élevés et une conception d'usine plus complexe. En pratique, elles se manifestent dans les principaux postes de coûts : médias, équipements, services publics et main-d'œuvre.
Les principaux facteurs de coût dans les opérations de bioréacteurs commerciaux
Facteurs de coût des bioréacteurs commerciaux : Défis de mise à l'échelle & Atténuations
À l'échelle commerciale, les coûts se répartissent généralement en trois grandes catégories : les milieux, l'équipement et les opérations quotidiennes.
Milieux de culture et intrants critiques
Les milieux sont souvent le premier endroit où la pression sur les coûts se manifeste. Le glucose est généralement gérable en termes de coût, mais les acides aminés et les facteurs de croissance sont une autre histoire. C'est pourquoi de nombreuses équipes envisagent des intrants de qualité alimentaire et des hydrolysats de protéines végétales pour remplacer une partie de la pile de composants de haute pureté.
Mais ce n'est pas un simple échange. La composition des hydrolysats peut varier d'un lot à l'autre, et l'enzyme utilisée lors du traitement ajoute une variable supplémentaire à gérer sur le site de production.Même avec ces compromis, la direction est assez claire : l'approvisionnement en vrac de qualité alimentaire est une exigence pratique si la production commerciale est l'objectif.
L'inhibition métabolique complique la situation. À mesure que la densité cellulaire augmente, l'ammoniac et le lactate s'accumulent. Lorsque cela se produit, la production peut chuter avant même que le réacteur ne soit entièrement utilisé. La filtration par perfusion peut aider en éliminant ces inhibiteurs de manière continue, mais cela signifie également plus de matériel, plus de points de contrôle et plus de travail pour bien faire fonctionner le système.
Une fois que les équipes maîtrisent les coûts d'entrée, les équipements et les systèmes des installations ont tendance à devenir le prochain frein majeur sur les coûts.
Équipements de bioréacteur, capteurs et pièces de rechange
Le réacteur lui-même n'est qu'une partie de la charge en capital. À grande échelle, la tuyauterie, l'électricité, l'instrumentation et l'installation coûtent souvent plus cher que ce que les gens attendent au départ.En plus de cela, vous avez toujours besoin de systèmes en acier inoxydable, d'électropolissage et de capacité CIP/SIP pour maintenir la stérilité.
Le choix des capteurs est encore plus crucial à ce stade. Si une sonde d'oxygène dissous tombe en panne ou si un capteur de pH commence à dériver lors d'une production à grand volume, vous risquez de ne pas détecter le problème avant que la qualité du lot ne soit déjà compromise. Dans le pire des cas, tout le lot est perdu. C'est pourquoi les sondes, les joints et les boîtiers de filtres nécessitent des cycles de remplacement planifiés au lieu de réparations de dernière minute.
Frais généraux de l'installation, services publics et opérations intensives en main-d'œuvre
Les services publics évoluent avec la biologie. Les cellules animales génèrent de la chaleur métabolique, donc les grands systèmes ont besoin d'une forte capacité de refroidissement. Les sites à grande échelle ont également souvent besoin de génération d'oxygène sur place par adsorption à pression alternée sous vide pour répondre à la demande de barbotage. Ajoutez de la vapeur propre pour la stérilisation, des systèmes d'eau purifiée et un CVC à haute capacité, et vous vous retrouvez avec des frais généraux fixes qui restent élevés même lorsqu'un lot est sous-performant.
Il est également difficile de réduire la main-d'œuvre à moins que l'automatisation ne fasse plus de travail. Les grandes installations nécessitent une surveillance 24/7, ainsi que des équipes spécialisées pour la sanitation et la récolte.
Le tableau ci-dessous montre comment chaque facteur de coût change à grande échelle et où le travail d'atténuation a généralement le meilleur rendement.
| Facteur de coût | Pourquoi il croît à grande échelle | Impact opérationnel typique | Approche de mitigation la plus pertinente |
|---|---|---|---|
| Médium de croissance | La consommation augmente avec le volume de production ; les acides aminés de haute pureté et les facteurs de croissance sont difficiles à obtenir | Peut devenir la dépense d'exploitation dominante | Utiliser des intrants de qualité alimentaire et des hydrolysats de protéines végétales lorsque possible ; améliorer l'efficacité métabolique |
| Équipement de bioréacteur | Les cuves plus grandes nécessitent de l'acier inoxydable spécialisé, des garanties de stérilité et une installation plus complexe | Fardeau de capital élevé et complexité accrue de l'augmentation d'échelle | Standardiser les conceptions et augmenter l'échelle uniquement dans la mesure où le transfert de masse et la stérilité peuvent être maintenus |
| Capteurs et pièces de rechange | Plus de sondes, de joints et de filtres sont nécessaires dans les systèmes plus grands | Les petites pannes d'équipement peuvent menacer l'intégrité des lots | Planifiez des cycles de remplacement préventif et utilisez des contrôles automatisés fiables |
| Services publics et frais généraux | Le refroidissement, l'alimentation en oxygène, la vapeur, l'eau et le CVC augmentent tous avec la taille de l'installation | Les frais généraux fixes permanents peuvent rester élevés même lorsque la production varie | Améliorez l'échange de chaleur, rationalisez la conception de l'installation et utilisez la génération d'oxygène sur site lorsque cela est approprié |
| Travail | Les installations plus grandes nécessitent une surveillance 24h/24 et une sanitation spécialisée | Les besoins en personnel restent élevés même lorsque la production augmente | Augmentez l'automatisation et réduisez l'attention de l'opérateur par kilogramme de production |
Les équipes d'approvisionnement peuvent utiliser
Comment réduire le fardeau des coûts de la montée en échelle
Modifications techniques qui améliorent la production par unité de capacité installée
La façon la plus rapide de réduire les dépenses d'exploitation est simple : obtenir plus de production à partir de la même capacité installée.
Dans les grands bioréacteurs à cuve agitée, trois leviers comptent le plus : densité cellulaire, perfusion et contrôle du processus. Les lignées cellulaires métaboliquement améliorées peuvent atteindre 110 g/L dans un bioréacteur fed-batch de 20 m³, comparé à 7,0 g/L pour les cellules de type sauvage avant que l'inhibition par l'ammoniac ne commence à mordre [1].
La perfusion peut pousser cela beaucoup plus loin. En utilisant des dispositifs de rétention cellulaire tels que des filtres à flux tangentiel alterné (ATF), les densités cellulaires à l'état stable peuvent atteindre 195 g/L à environ un volume de réacteur par jour [1] . Cela change rapidement l'économie, car l'empreinte du vaisseau reste la même tandis que la production augmente.
Le contrôle des processus est tout aussi important. Le contrôle en boucle fermée de glucose et pH aide à limiter l'accumulation de lactate et ammoniaque, ce qui prolonge la fenêtre viable de chaque cycle de production [1] . En termes simples, un vaisseau plus grand ne résoudra pas une fenêtre d'exploitation faible. Verrouillez la fenêtre d'exploitation avant de vous engager dans un vaisseau plus grand.
Planification opérationnelle pour réduire les temps d'arrêt et le risque de contamination
Une production plus élevée sur le papier signifie peu si le processus ne peut pas fonctionner proprement d'un lot à l'autre.
La validation de CIP/SIP, la tuyauterie aseptique et l'étalonnage de routine des capteurs suivent les meilleures pratiques pour la stérilité des milieux et aident à réduire la perte de lots. C'est là que l'augmentation d'échelle devient souvent douloureusement pratique. Un processus peut sembler correct en développement, puis perdre de l'argent à l'échelle de l'usine en raison des temps d'arrêt, des événements de contamination ou des dérives dans les lectures des capteurs qui réduisent le temps de fonctionnement.
Si l'inhibition par catabolite s'accumule pendant un cycle et que les taux de croissance diminuent, il est souvent moins coûteux d'arrêter le lot et de redémarrer à un taux de croissance non inhibé que de continuer un cycle en déclin [1] . Cette décision dépend des données de processus en temps réel. Les opérateurs ont besoin d'une vue claire de ce qui se passe à l'intérieur du réacteur, et non d'une vue retardée ou partielle.
Discipline d'approvisionnement et accès aux fournisseurs pour les équipements et matériaux spécialisés
Une fois la fenêtre de processus fixée, l'approvisionnement doit la soutenir, et non la devancer.
Une erreur courante lors de la montée en échelle est de surdimensionner avant que les hypothèses de processus ne soient prouvées. Une analyse techno-économique avant le déploiement complet aide à définir le rendement de croissance et la densité que chaque taille de réacteur peut supporter [2]. Cela permet aux équipes de planifier la capacité autour des données de processus validées au lieu des objectifs de production attendus.
À ce stade, la discipline d'approvisionnement est importante. Utilisez
Ce qu'un modèle de coût commercial viable nécessite
Le rôle de la modélisation techno-économique avant le déploiement complet
Ces contraintes opérationnelles n'ont d'importance que si le modèle de coût reflète réellement celles-ci. En termes simples, un modèle de coût commercial n'est aussi solide que les hypothèses qui le sous-tendent.Avant que toute équipe n'engage du capital, elle doit tester sous pression les variables qui influencent l'économie unitaire : intensité médiatique, utilisation du bioréacteur, demande en utilités, charge de maintenance et risque de contamination.
C'est là qu'intervient l'analyse techno-économique, ou TEA. La TEA doit évaluer ensemble les limites biologiques, la demande en utilités et les temps d'arrêt. L'objectif est de transformer ces contraintes en décisions d'investissement, et non de les laisser enfouies dans les notes d'ingénierie.
Les frais généraux de l'installation doivent également être intégrés au modèle dès le premier jour. La maintenance, l'assurance et d'autres frais généraux fixes s'accumulent rapidement. Il en va de même pour les coûts de main-d'œuvre, les facteurs de charge de capital et la demande en utilités pour le refroidissement à haute densité cellulaire. Si ces entrées ne sont pas modélisées avant la construction, le business case surestimera presque toujours la production et sous-estimera les frais généraux.
Une fois que le modèle reflète la réalité de l'usine, les achats doivent s'y conformer.
Principaux points à retenir pour la prise de décision commerciale
Les principaux facteurs de coût sont les milieux de culture, l'équipement, les installations et l'efficacité opérationnelle - et l'échelle rend chacun d'eux plus difficile à gérer. Les limites d'ingénierie autour du transfert d'oxygène, du dépouillement du CO₂ et du mélange ne disparaissent pas à des volumes plus importants. Elles deviennent plus strictes. L'infrastructure de stérilité, y compris l'acier inoxydable 316L, l'électropolissage et les systèmes CIP/SIP automatisés, ajoute un coût en capital majeur [1].
L'approche de contrôle des coûts la plus efficace réunit trois éléments :
- optimisation des processus et résolution des défis de mise à l'échelle
- expansion de capacité soigneuse
- approvisionnement fiable en intrants spécialisés
La mise à l'échelle fonctionne uniquement lorsque le modèle correspond à la réalité du processus et que l'approvisionnement suit les données du processus.
FAQ
Pourquoi un bioréacteur plus grand ne réduit-il pas toujours le coût unitaire ?
L'augmentation de l'échelle peut introduire de nouvelles inefficacités. Dans les bioréacteurs plus grands, il devient plus difficile de maintenir un contrôle strict des conditions de processus. Une aération active peut également être nécessaire, ce qui peut augmenter la consommation d'énergie et accroître le risque de dommages dus au stress de cisaillement.
Les systèmes plus grands peuvent également rencontrer un mélange moins efficace, des limites de transfert de masse, une variabilité d'un lot à l'autre et un risque de contamination plus élevé. Ainsi, le coût unitaire dépend moins de l'échelle seule et plus des coûts des milieux, de la physiologie cellulaire et du contrôle fiable des processus.
Qu'est-ce qui limite généralement la production en premier à l'échelle commerciale ?
À l'échelle commerciale, la production est généralement limitée d'abord par la mesure dans laquelle vous pouvez augmenter le processus de production cellulaire en vrac. Les cellules animales croissent plus lentement que les cellules microbiennes, de sorte que les volumes de production initiaux peuvent atteindre un plafond plus tôt que beaucoup d'équipes ne le souhaiteraient.
Les systèmes à grande échelle rencontrent également des limites de transfert de masse. En pratique, l'aération par gaz et l'agitation doivent être équilibrées avec soin. Poussez trop fort sur le transfert d'oxygène, et vous augmentez le cisaillement. Reculez trop, et les cellules peuvent ne pas obtenir ce dont elles ont besoin. Ce compromis est encore plus important avec les cellules animales délicates, qui sont beaucoup moins tolérantes au stress hydrodynamique que les microbes.
Quand le TEA doit-il guider les décisions d'échelle?
Le TEA doit guider les décisions d'échelle lorsque les équipes conçoivent et construisent des systèmes de bioréacteurs à grande échelle, où les coûts sont élevés et la modélisation prédictive est nécessaire pour tester la viabilité économique.
Il aide les équipes à évaluer les conceptions des installations, les volumes de travail des bioréacteurs et les mesures d'économie de coûts avant les dépenses en capital majeures. Il leur permet également de comparer les scénarios de production et les stratégies d'exploitation, afin qu'ils puissent équilibrer l'utilisation de l'énergie avec les exigences du processus.
Articles de Blog Connexes
- Analyse des Coûts : Échelle des Lignes Cellulaires pour la Culture en Bioréacteur
- Efficacité Énergétique dans les Processus d'Agrandissement de Bioréacteur
- Étude de Cas : Validation de Bioréacteur pour la Production de Viande Cultivée
- Sélection de Bioréacteur pour le Transfert de R&D à la Fabrication









