

Si je devais réduire cette décision à une seule ligne, ce serait celle-ci : choisissez le bioréacteur qui maintient le comportement cellulaire stable à mesure que le volume augmente, et non celui qui ne semble bon qu'en termes de capacité nominale.
Pour les ingénieurs en bioprocédés, les scientifiques en culture cellulaire et les équipes de R&D en viande cultivée, la liste restreinte se résume généralement à STR, systèmes à circulation d'air, systèmes à bascule, lits fixes/emballés, et formats de perfusion tels que les fibres creuses . Je les évaluerais selon un ensemble restreint de limites de processus : transfert d'oxygène, temps de mélange, cisaillement, élimination du CO₂, élimination de la chaleur, détection, et voie de récolte. L'article souligne également un point très clair : une fois que vous dépassez environ 10^7 cellules/mL, la demande en oxygène et le cisaillement commencent souvent à s'opposer.
En un coup d'œil, voici ce que j'en retiendrais :
- Les STRs sont la voie la plus utilisée pour l'agrandissement et peuvent atteindre environ 20 000 L, mais les turbines et l'aération peuvent endommager les cellules sensibles au cisaillement.
- Les réacteurs à circulation d'air réduisent le stress mécanique et peuvent convenir à des volumes très importants, mais la base de données est encore plus mince que pour les STRs.
- Les systèmes à bascule sont doux et utiles pour le travail de la chaîne de semences, bien qu'ils atteignent généralement un maximum d'environ 6 000 L.
- Les systèmes à lit fixe et à lit empilé conviennent aux cellules dépendantes de l'ancrage, mais la récolte est plus difficile et le rendement par récipient est souvent plus faible.
- La perfusion peut pousser les cultures à 10^7 à 10^8 cellules/mL, et dans certains cas 10^8 à 10^9 cellules/mL, mais seulement avec un contrôle plus strict et une rétention cellulaire.<|vq_10892|>
- Les fibres creuses peuvent fonctionner à très haute densité, mais l'échelle est souvent gérée par des unités parallèles plutôt que par un grand réservoir.
- Les principaux points d'échec de l'augmentation d'échelle sont la limitation en oxygène, l'accumulation de CO₂, les dommages dus au cisaillement, les gradients de pH, l'accumulation de métabolites et le contrôle de la température.
- Avant l'approvisionnement, je voudrais des données de réduction d'échelle, des travaux CFD, des essais pilotes et une comparabilité des capteurs à travers les échelles.
Échelle des bioréacteurs à usage unique du laboratoire à la production - TECNIC
sbb-itb-ffee270
Comparaison rapide
| Plateforme | Meilleur ajustement | Limite principale | Signal d'échelle |
|---|---|---|---|
| STR | Suspension ou microporteurs | Cisaillement des turbines et des bulles | Jusqu'à ~20 000 L |
| Airlift | Culture en suspension sensible au cisaillement | Moins d'historique de processus que les STR | >20 000 L discuté en théorie |
| Rocking | Train de semences et expansion douce | Plafond d'échelle inférieur | Jusqu'à ~6 000 L |
| Lit fixe/emballé | Cellules attachées et croissance axée sur les tissus | Récolte plus difficile | Échelle intermédiaire |
| Perfusion | Culture à haute densité | Plus de matériel de contrôle et de surveillance | Dépendant du récipient |
| Fibre creuse | Exécutions spécialisées à haute densité | Encrassement et échelle limitée d'une seule unité | Déploiement parallèle |
Mon avis: le bon choix concerne généralement moins les étiquettes de réacteur et plus les besoins d'attachement cellulaire, l'enveloppe de cisaillement, l'objectif de densité maximale, et si votre processus doit fonctionner en batch, fed-batch, ou perfusion. C'est le filtre que j'utiliserais avant de parler à tout fournisseur.
Plateformes de bioréacteurs utilisées dans l'augmentation d'échelle de la viande cultivée
Comparaison des plateformes de bioréacteurs pour l'augmentation d'échelle de la viande cultivée
Chaque plateforme de bioréacteur impose un compromis entre le mélange, le transfert d'oxygène, le cisaillement et l'échelle. En pratique, le meilleur choix dépend de la biologie des cellules, si elles ont besoin d'une surface pour s'attacher, combien de stress hydrodynamique elles peuvent supporter, et l'échelle de production que vous visez. La manière utile de comparer les plateformes est simple : regardez comment chacune s'adapte au type de cellule, au mode de procédé, et à la cible d'échelle.
Systèmes à cuve agitée et à circulation d'air
Les réacteurs à cuve agitée (STRs) restent l'option la plus établie pour la culture de cellules de viande cultivée, avec une augmentation d'échelle jusqu'à environ 20 000 litres [1]. Ils s'appuient sur des turbines pour le mélange en vrac, la suspension cellulaire et le transfert d'oxygène, ce qui les rend adaptés aux cultures en suspension et aux processus basés sur des microporteurs.
Le problème est le cisaillement. Le flux entraîné par la turbine, ainsi que la rupture des bulles au niveau du diffuseur, peuvent créer des forces qui blessent les cellules animales. Pour cette raison, la tolérance au cisaillement doit être cartographiée tôt pour chaque lignée cellulaire, et non devinée plus tard lorsque le processus est déjà verrouillé. Des additifs protecteurs tels que les poloxamères peuvent aider, tout comme les géométries de turbines qui orientent le flux vers le haut, réduisant le stress local tout en maintenant le transfert d'oxygène.
Les réacteurs à circulation d'air suppriment la turbine et utilisent l'injection de gaz pour déplacer la culture à travers une circulation entraînée par des bulles. Cela élimine la principale source de stress mécanique et réduit également la demande en énergie.À très grande échelle, les systèmes de levage par air deviennent plus attrayants car ils peuvent offrir un mélange plus homogène, moins de gradients de nutriments et une opération plus simple[1] . Un réacteur à levage par air théorique de 300 000 litres, optimisé pour les cellules de viande cultivée, a été modélisé à 2 × 10^8 cellules/mL [1]. Cela dit, la base expérimentale est encore plus mince que pour les STR.
Si la sensibilité au cisaillement compte plus que le débit absolu, les plateformes plus douces et de plus petit volume commencent à sembler plus utiles.
Systèmes à lit fixe, à lit fixe et à lit empilé induits par vagues
Les bioréacteurs induits par vagues, ou à bascule, utilisent un mouvement doux pour mélanger la culture. Cela les rend utiles pour les cellules sensibles au cisaillement et pour l'expansion de la chaîne de semences. Leur limite pratique supérieure est d'environ 6 000 litres[1], ils ne sont donc généralement pas le choix principal pour la production à grande échelle.
Les réacteurs à lit fixe et à lit empilé maintiennent les cellules attachées à une matrice stationnaire, souvent un échafaudage non tissé ou un support poreux, tandis que le milieu frais circule à travers le lit. Ces systèmes conviennent aux cellules dépendantes de l'ancrage et à la croissance axée sur les tissus, et ils fonctionnent souvent en mode perfusion pour atteindre des densités cellulaires élevées. Mais ce ne sont pas des systèmes universels. La récolte des cellules est plus difficile et la production volumétrique est souvent inférieure à celle des plateformes en suspension.
Lorsque l'objectif principal est une densité élevée et une production stable, les configurations basées sur la perfusion deviennent l'option suivante.
Systèmes de Perfusion et à Fibres Creuses
La perfusion est un mode de processus, pas une géométrie de réacteur. L'idée est d'utiliser un dispositif de rétention des cellules, le plus souvent le flux tangentiel alterné (ATF) ou la filtration à flux tangentiel (TFF), pour éliminer le milieu épuisé tout en gardant les cellules à l'intérieur du récipient. Cela permet à la culture de fonctionner à des densités bien plus élevées que les procédés en batch ou en fed-batch. En pratique, les systèmes de perfusion atteignent souvent 10^7 à 10^8 cellules/mL, et certains dispositifs passent dans la plage de 10^8 à 10^9 cellules/mL[1] .
Les bioréacteurs à fibres creuses sont un format de perfusion plus spécialisé. Les cellules se développent dans ou autour de fibres capillaires semi-perméables, avec une diffusion à travers la membrane pour la livraison des nutriments et l'élimination des déchets. Ils peuvent supporter de longues périodes de fonctionnement continu et des densités cellulaires très élevées. L'inconvénient est l'échelle. Ces systèmes sont difficiles à étendre à des volumes de travail très importants, et l'encrassement de la membrane est un risque opérationnel réel. Il est préférable de considérer les fibres creuses comme un système spécialisé à haute densité plutôt qu'une plateforme de production générale.
Le tableau ci-dessous aide à réduire la liste en fonction de l'échelle, du profil de cisaillement et du mode de culture.
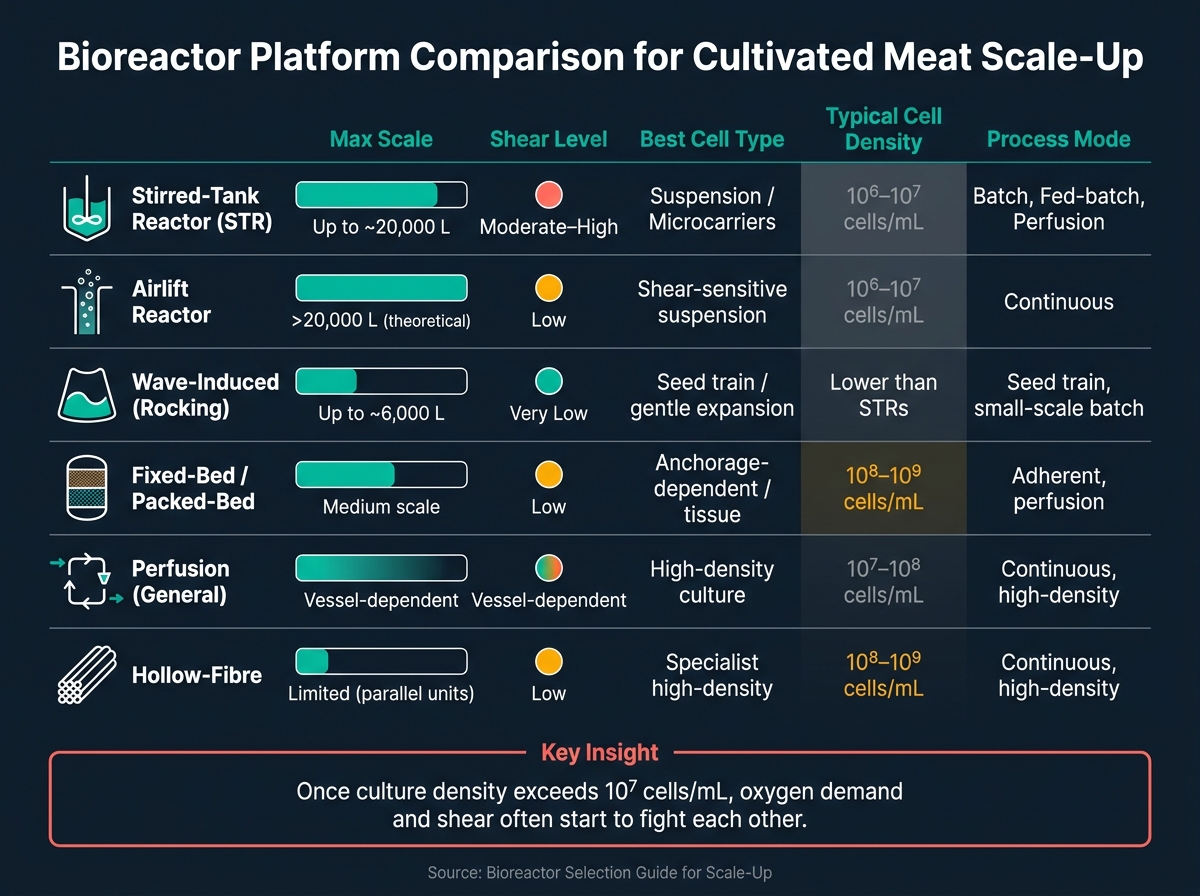
| Type de bioréacteur | Principe de mélange | Environnement de cisaillement | Évolutivité | Mode de procédé typique | Plage de densité typique |
|---|---|---|---|---|---|
| Cuve agitée (STR) | Agitateur mécanique | Modéré–élevé | Jusqu'à ~20,000 L | Batch, fed-batch, perfusion | 10^6 – 10^7 |
| Airlift | Bullage de gaz | Faible | >20,000 L (théorique) | Continu, suspension | 10^6 – 10^7 |
| Induit par vagues (balancement) | Plateforme de balancement | Très faible | Jusqu'à ~6,000 L | Train de semences, batch à petite échelle | Inférieur aux STRs |
| Lit fixe / lit empilé | Perfusion à travers matrice | Faible | Moyen | Adhérent, orienté tissu | 10^8 – 10^9 |
| Perfusion (général) | Dépendant du vaisseau + rétention | Dépendant du vaisseau | Dépendant du vaisseau | Continu, haute densité | 10^7 – 10^8 |
| Fibre creuse | Diffusion / perfusion | Faible | Limité (déploiement parallèle) | Continu, haute densité | 10^8 – 10^9 |
Critères de sélection pour les décisions de bioreacteur à grande échelle
Les comparaisons de plateformes aident à réduire les options.Après cela, la décision concerne principalement la biologie cellulaire, la performance de transfert et le fonctionnement quotidien.
Associez le réacteur à la biologie cellulaire et au mode de culture
De nombreux types de cellules de viande cultivée sont dépendants de l'ancrage. Donc, le premier choix est assez direct : adapter les cellules à la suspension, utiliser des microporteurs ou utiliser un système de croissance attachée.
La tolérance au cisaillement doit être mesurée, et non supposée, avant de fixer la géométrie du réacteur. Les systèmes à airlift et à bascule peuvent réduire le stress mécanique, mais cela s'accompagne généralement de contraintes d'échelle.
Si le processus inclut la différenciation adipogénique, prenez en compte la flottabilité des adipocytes lors de la conception des étapes de mélange et de récolte. Ce détail peut causer des problèmes plus tard s'il est ignoré dès le début.
Évaluez la performance de transfert et contrôlez la continuité
Dans la plupart des cas, le transfert d'oxygène fixe la limite d'échelle. Une fois que la densité de culture dépasse 10^7 cellules/mL, la demande en oxygène oblige souvent à augmenter l'agitation ou l'aération, ce qui augmente en même temps le cisaillement.
Lors de la comparaison des systèmes candidats, concentrez-vous sur les paramètres qui détermineront si le processus tient à l'échelle :
- coefficient de transfert d'oxygène volumétrique (kLa)
- temps de mélange
- vitesse de pointe de l'hélice, ou la métrique d'agitation équivalente la plus proche
- efficacité de dégazage du CO₂
- la plage de contrôle pour l'oxygène dissous (DO) et le pH
Ces éléments doivent être vérifiés tout au long du parcours, de l'échelle de développement à l'échelle de production. Un réacteur qui semble correct dans un petit récipient peut se comporter très différemment si la géométrie change ou si le régime de mélange évolue.
La continuité du contrôle est tout aussi importante que le transfert brut.Si les données de pH, DO et d'alimentation en nutriments du système de développement ne peuvent pas être comparées correctement avec le réacteur de production, une grande partie du travail de caractérisation des processus à petite échelle cesse d'être utile. Il est logique de privilégier les systèmes où l'intégration des capteurs reste cohérente à travers les échelles, idéalement avec une surveillance en temps réel et en ligne pour le glucose, la biomasse et les métabolites. Les capteurs en ligne spectroscopiques réduisent le risque de contamination associé aux échantillonnages hors ligne répétés et permettent des changements d'alimentation automatisés qui aident à maintenir la stabilité des cultures à haute densité [1] .
Vérifier l'adéquation opérationnelle pour la production
Le mode de procédé est le premier choix d'exploitation. Les modes batch et fed-batch sont plus simples à exécuter et à valider, mais ils atteignent une limite pratique en termes de densité cellulaire. La perfusion maintient les cellules en croissance exponentielle plus longtemps dans un espace réduit [1] , mais elle nécessite également un dispositif de rétention cellulaire ainsi qu'une automatisation et une surveillance plus strictes.
Les systèmes à usage unique réduisent le risque de nettoyage et de contamination croisée. Les systèmes en acier inoxydable, en revanche, nécessitent une infrastructure CIP/SIP.
Le tableau ci-dessous est un moyen utile de transformer ces critères en une liste restreinte.
| Exigence de processus | Cuve agitée (STR) | Airlift | Fibre creuse / Perfusion | Lit fixe / Lit empilé |
|---|---|---|---|---|
| Sensibilité élevée au cisaillement | Mauvais ajustement | Bon ajustement | Bon ajustement | Bon ajustement |
| Culture en suspension | Ajustement fort | Ajustement fort | Ajustement modéré | Mauvais ajustement |
| Cellules dépendantes de l'ancrage | Ajustement avec microporteurs | Ajustement avec microporteurs | Ajustement modéré | Ajustement fort |
| Forte demande en oxygène (>10^7 cellules/mL) | Ajustement fort | Ajustement modéré | Ajustement modéré | Ajustement faible–modéré |
| Mode continu / perfusion | Compatible | Compatible | Meilleur ajustement | Meilleur ajustement |
| Échelle >20,000 L | Limité | Bon ajustement | Limité | Ajustement modéré |
| Surveillance en ligne automatisée | Modéré | Modéré | Exigence élevée | Modéré |
| Simplicité de récolte | Modéré (séparation des microporteurs nécessaire) | Modéré | Complexe | Complexe |
Définissez l'étape de récolte avant de finaliser la présélection. La culture en suspension est le cas le plus simple. Les microporteurs ajoutent dissociation et séparation. Les lits fixes éliminent le problème de séparation des porteurs, mais la récupération des cellules devient plus difficile.
Une fois la liste restreinte établie, l'étape suivante est la sélection des fournisseurs. Pour l'approvisionnement en bioréacteurs vérifiés, dispositifs de rétention et capteurs,
Risques de mise à l'échelle, validation et mise en œuvre
La mise à l'échelle est non linéaire. À mesure que le volume augmente, le temps de mélange s'allonge rapidement et les limites de transport commencent à façonner le processus. C'est à ce moment qu'un réacteur cesse de sembler bien sur le papier et commence à montrer ses points faibles. Tout système présélectionné doit passer par ces conditions avant l'échelle pilote.
Points de défaillance courants lors de la montée en échelle
Les principaux modes de défaillance sont la limitation en oxygène, l'accumulation de CO₂, les dommages dus au cisaillement, les gradients de pH, l'accumulation de métabolites et l'instabilité thermique.
Le tableau ci-dessous transforme chacun d'eux en quelque chose de pratique : ce qui le cause, quel signal surveiller et que faire ensuite.
| Risque d'augmentation de l'échelle | Cause probable | Signal de détection | Action d'atténuation |
|---|---|---|---|
| Limitation d'oxygène | Faible kLa; haute densité cellulaire (>20 millions de cellules/mL) [3] | Chute de DO en dessous de 30% de saturation [3] | Augmenter l'agitation; enrichissement en oxygène; micro-diffuseurs [3] |
| Accumulation de CO₂ | Rapport SA/V réduit; haute pression hydrostatique [3] | Augmentation du CO₂ dissous; chute du pH; augmentation de l'osmolalité [3] | Augmenter le débit total de gaz (vvm); purge de l'espace de tête [3] |
| Dommages par cisaillement | Vitesse élevée de l'extrémité de l'impulseur ; rupture de bulles [1] | Diminution de la viabilité ; différenciation inhibée [1] | Ajouter des poloxamères ; redessiner les impulseurs pour un écoulement laminaire [1] |
| Gradients de pH | Mauvais mélange ; longs temps de circulation [3] | Pics de pH localisés près des ports d'ajout de base [3] | Optimiser le placement des ports ; augmenter l'agitation dans les limites de cisaillement [3] |
| Toxicité des métabolites | Accumulation d'ammoniac et d'acide lactique [1] | Taux de croissance réduit ; biomasse en plateau [1] | Perfusion ou échange de milieu ; lignées cellulaires tolérantes à l'ammoniac [1] |
| Instabilité thermique | Rapport SA/V réduit limitant la dissipation thermique [3] | Fluctuations de température à travers le récipient [3] | Vestes de refroidissement optimisées ; géométrie du récipient guidée par CFD [3] |
Un flux de travail de validation pratique
La validation doit commencer avant tout engagement envers un récipient de production.La modélisation à échelle réduite commence généralement par des bioréacteurs miniatures à haut débit dans la gamme de 15 à 250 mL, où les équipes peuvent ajuster les paramètres et tester les fenêtres d'exploitation [1] [3]. Ces modèles sont les plus importants lorsqu'ils imitent les cas difficiles, pas les faciles, y compris les variations transitoires de DO et de pH que les cellules peuvent rencontrer dans des environnements hétérogènes à grande échelle [3].
La CFD aide à évaluer les risques avant les essais physiques. Elle peut prédire la distribution de l'oxygène et le cisaillement à l'avance [1] [2]. Li et al. ont utilisé la CFD pour optimiser la géométrie du réacteur tout en modélisant un réacteur à circulation d'air de 300 000 L pour la croissance des cellules animales. Leur modélisation a suggéré qu'un seul récipient à cette échelle pourrait théoriquement nourrir 75 000 personnes chaque année [1].
Le travail à l'échelle pilote vient ensuite.À ce stade, l'objectif est simple : vérifier si les cellules peuvent gérer l'environnement de flux dans le grand récipient et définir la limite supérieure du stress hydrodynamique que le processus peut tolérer [2].
La comparabilité des capteurs nécessite également une vérification directe à travers les échelles. Les capteurs en ligne dans les grands récipients doivent survivre à la stérilisation et continuer à fonctionner pendant des semaines sans recalibrage [1] [4]. Dans de nombreux cas, une seule sonde ne suffit pas. Des réseaux de capteurs peuvent être nécessaires pour détecter les gradients qu'un seul point de mesure manquerait [1] [4] . Seuls les récipients qui produisent des données comparables à travers les échelles devraient passer à l'examen d'approvisionnement.
Conclusion : Construire une liste restreinte de bioréacteurs autour de l'adéquation au processus
Le passage à l'échelle est une série de compromis. La biologie fixe les limites. Ensuite, le mélange, le transfert d'oxygène, l'architecture de contrôle et la conception du vaisseau doivent tous fonctionner à l'intérieur de ces limites. Ces trois axes de décision - biologie cellulaire, performance de transfert et adéquation opérationnelle - apparaissent dans chaque comparaison de plateforme et chaque étape de validation dans ce guide.
Cela réduit rapidement votre liste restreinte. L'objectif n'est pas de trouver le réacteur avec la liste de fonctionnalités la plus longue. Il s'agit de trouver la plateforme qui correspond au mode de processus et peut maintenir cette adéquation à mesure que vous évoluez.
Avant toute décision d'investissement, testez la liste restreinte avec des modèles réduits, CFD et des travaux à l'échelle pilote [1]. Si un système ne peut pas maintenir ses performances dans ces conditions, il ne devrait pas passer à la sélection des fournisseurs.
Décisions clés à prendre en compte lors de l'approvisionnement
Mettez ces critères dans une liste d'exigences écrite avant de parler aux fournisseurs.
| Exigence | Ce qu'il faut définir |
|---|---|
| Type de cellule et dépendance à l'ancrage | Adapté à la suspension, dépendant des microporteurs ou intégré au support |
| Mode de culture | Batch, fed-batch ou perfusion - et si le traitement continu est un objectif |
| Demande en oxygène et objectif de transfert | Basé sur la densité cellulaire maximale, taux de transfert d'oxygène, et exigences de dissipation thermique |
| Enveloppe de tolérance au cisaillement | Stress hydrodynamique maximal que la lignée cellulaire peut supporter, déterminé empiriquement |
| Exigences de contrôle et de détection | En ligne vs hors ligne ; paramètres à surveiller en temps réel (pH, DO, CO₂, glucose, biomasse) |
| Échelle cible et matériau du récipient | À usage unique vs acier inoxydable, informé par le volume de production et les exigences de matériaux de qualité alimentaire |
| Conditions spécifiques à l'espèce | Température de fonctionnement (e.g. 37 °C pour les cellules de mammifères ; plus bas pour les espèces marines) et les taux d'échange gazeux [1] |
FAQs
Comment choisir entre STR et airlift ?
Cela dépend de votre type de cellule, de vos objectifs d'augmentation d'échelle et de vos priorités de processus.
Les STR sont largement utilisés, s'adaptent bien à l'échelle et vous offrent un contrôle précis du processus. Cela en fait un choix courant pour les cultures en suspension et les cellules basées sur des microporteurs, surtout lorsque vous passez à des volumes plus importants. Le compromis est le cisaillement : les STR peuvent exposer les cellules à plus de stress hydrodynamique, donc le choix de l'agitateur, la vitesse de pointe et la stratégie de gaz sont importants.
Les bioréacteurs à circulation d'air sont généralement plus doux pour les cellules sensibles au cisaillement et ont une complexité mécanique moindre car ils ne dépendent pas de l'agitation interne de la même manière. Cependant, le passage à l'échelle peut être moins simple, en particulier lorsque vous devez maintenir le mélange, le transfert de gaz et le comportement de circulation cohérents à travers les échelles.
En règle générale, les systèmes à circulation d'air conviennent mieux aux cellules délicates, tandis que les STR sont souvent le choix par défaut pour les processus à grande échelle mieux établis.
Quand devrais-je passer du mode batch au mode perfusion ?
Envisagez de passer du mode batch au mode perfusion lorsque vous avez besoin de densités cellulaires plus élevées et d'une intensification de processus pour la production de viande cultivée.
Dans la plupart des cas, il est logique lorsque votre processus doit maintenir des densités cellulaires très élevées - au-dessus de 100 millions de cellules par millilitre - et bénéficie d'une alimentation continue en nutriments, de l'élimination des déchets, d'un contrôle de processus plus strict et d'une productivité accrue lorsque vous passez de la R&D à la fabrication.
Quels risques d'échelle devrais-je tester en premier?
Testez les premiers risques d'échelle autour de la viabilité cellulaire et du contrôle de processus. Mettez l'accent sur:
- l'augmentation du stress de cisaillement
- le transfert d'oxygène
- l'élimination des déchets, y compris l'accumulation de CO₂
Vous devriez également vérifier la température, le pH, la distribution des nutriments, le risque de contamination et si les conditions restent uniformes lorsque vous passez de petites configurations de laboratoire à de plus grands bioréacteurs.
C'est important car un processus qui semble stable à l'échelle de laboratoire peut dériver une fois le volume augmenté. Le mélange change. Les transferts de gaz se déplacent. Des gradients locaux peuvent apparaître. Les cellules ressentent souvent ces changements avant que vos principaux indicateurs de processus ne le fassent.
Une surveillance précoce aide à réduire l'incohérence et à protéger la santé des cellules.
Articles de blog connexes
- Analyse des coûts : Échelle des lignées cellulaires pour la culture en bioréacteur
- Comment l'agitation affecte la croissance cellulaire dans la viande cultivée
- Seuils de contrainte de cisaillement pour les cellules de viande cultivée
- Sélection de bioréacteur pour le transfert de R&D à la fabrication









