

- Cel: Zapewnia, że bioreaktory spełniają normy regulacyjne i produkcyjne, utrzymując sterylność, precyzyjną kontrolę środowiskową, i bezpieczeństwo żywności.
- Kluczowe cechy: Bioreaktory z mieszanym zbiornikiem zostały wybrane ze względu na ich przydatność do komórek mięśniowych bydła, oferując kontrolowane siły ścinające i skalowalność.
- Wyzwania: Skalowanie bioreaktorów dla wysokich gęstości komórek i redukcja kosztów wymagały przemyślenia materiałów, metod sterylizacji i projektowania procesów.
- Rozwiązania: Przejście na materiały spożywcze, stosowanie opłacalnych metod sterylizacji oraz integracja oprogramowania do kontroli bioprocesów w celu optymalizacji procesów znacznie obniżyły koszty.
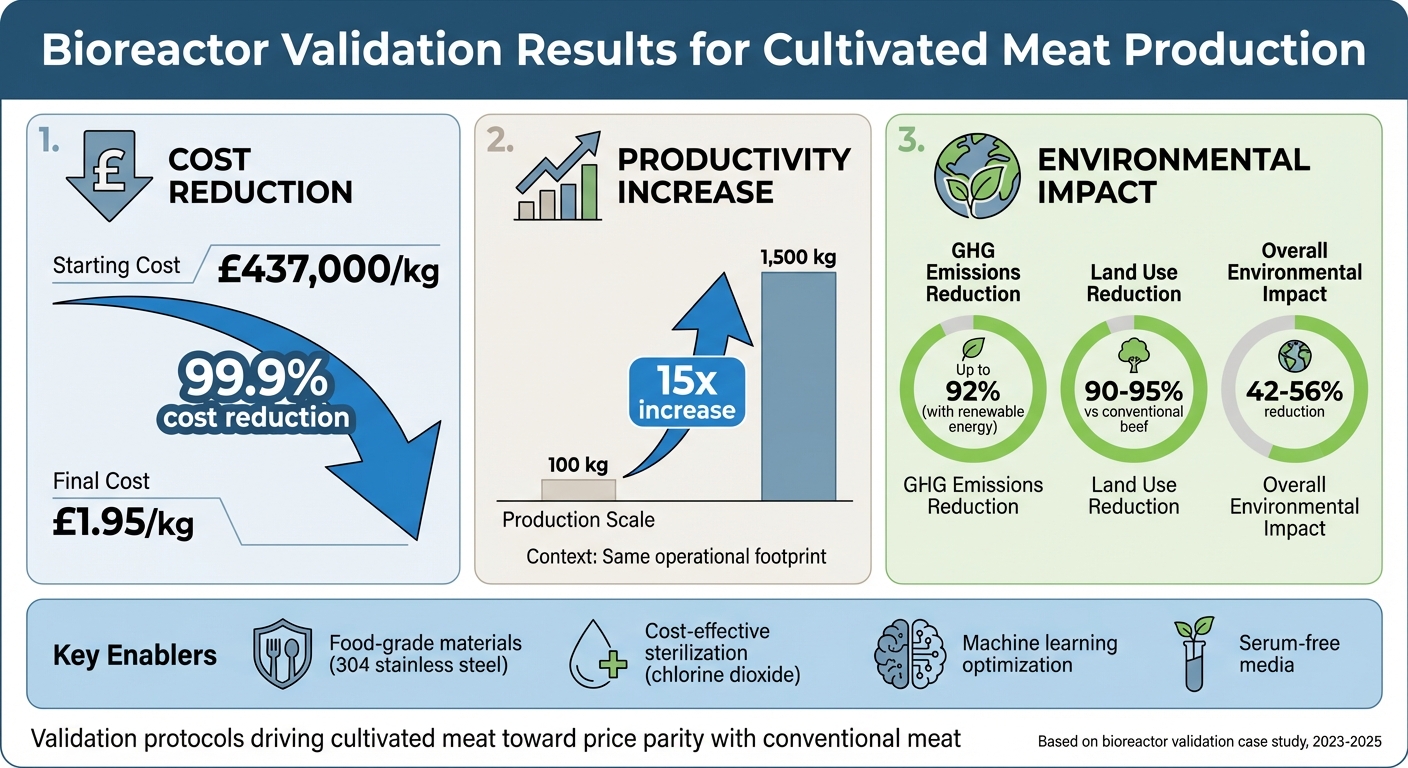
- Wyniki: Koszty produkcji spadły dramatycznie, z 15-krotnym wzrostem wydajności i redukcją emisji gazów cieplarnianych do 92% przy zasilaniu energią odnawialną.
Badanie to opisuje, w jaki sposób protokoły walidacyjne i inteligentne wybory projektowe przybliżają mięso hodowlane do parytetu cenowego z mięsem konwencjonalnym.
Wpływ Walidacji Bioreaktorów: Redukcja Kosztów i Korzyści Ekologiczne w Produkcji Mięsa Hodowlanego
Wymagania Regulacyjne dla Walidacji Bioreaktorów
Obowiązujące Standardy Regulacyjne
W branży mięsa hodowlanego spełnienie rygorystycznych standardów regulacyjnych jest kluczową częścią procesu walidacji bioreaktorów. W Wielkiej Brytanii, Agencja ds. Standardów Żywności (FSA) i Food Standards Scotland (FSS) klasyfikują mięso hodowlane jako "produkty pochodzenia zwierzęcego" (POAO). Ta klasyfikacja zapewnia, że przepisy dotyczące bezpieczeństwa żywności i higieny mają zastosowanie na wszystkich etapach produkcji, w tym w operacjach bioreaktorów.Jednakże, zgodnie z wytycznymi z Wielkiej Brytanii (grudzień 2025), chociaż te produkty należą do kategorii POAO, nie kwalifikują się prawnie jako "mięso". To rozróżnienie oznacza, że niektóre konwencjonalne wymagania dotyczące dobrostanu zwierząt i mikrobiologii są wyłączone, co kształtuje specyficzne protokoły walidacyjne wymagane w Wielkiej Brytanii.
Na całym świecie oceny bezpieczeństwa różnią się czasem trwania. Singapur i Stany Zjednoczone zazwyczaj kończą przeglądy w ciągu 12 miesięcy, podczas gdy Unia Europejska średnio w około 18 miesięcy. Wielka Brytania wytyczyła własną ścieżkę z Programem Piaskownicy CCP, finansowanym do lutego 2027 roku. Ta inicjatywa umożliwia regulatorom bezpośrednią współpracę z firmami takimi jak Gourmey, Hoxton Farms, i Mosa Meat, upraszczając wymagania dotyczące danych i przyspieszając oceny bezpieczeństwa.
"Program piaskownicy pozwala nam przyspieszyć zdobywanie wiedzy regulacyjnej, aby zmniejszyć bariery dla nowych technologii żywnościowych bez kompromisów w zakresie standardów bezpieczeństwa."
– Dr. Thomas Vincent, Zastępca Dyrektora ds. Innowacji, FSA [3]
Niezależnie od jurysdykcji, firmy muszą przedłożyć szczegółowe dossier bezpieczeństwa przed wejściem na rynek. Dossier te opisują procesy produkcyjne, skład produktu i dane dotyczące bezpieczeństwa. Muszą również potwierdzić, że mięso hodowlane jest porównywalne pod względem wartości odżywczych do mięsa konwencjonalnego, w tym analizy makro- i mikroskładników odżywczych oraz profili aminokwasów i kwasów tłuszczowych.
Wymagania dotyczące protokołów walidacyjnych
Standardy regulacyjne wymagają rygorystycznych protokołów walidacji bioreaktorów, aby zapewnić bezpieczne i kontrolowane operacje. Kluczowym elementem jest wdrożenie planu Analizy Zagrożeń i Krytycznych Punktów Kontroli (HACCP).Ten framework identyfikuje i łagodzi ryzyka na każdym etapie produkcji, od początkowej biopsji komórek do końcowego zbioru masy komórkowej. Ze względu na nowość produkcji mięsa hodowlanego, oceny bezpieczeństwa muszą uwzględniać potencjalne zagrożenia w całym procesie.
Protokoły walidacyjne muszą udowodnić, że systemy bioreaktorów utrzymują sterylne warunki podczas cykli produkcyjnych, skutecznie zapobiegając zanieczyszczeniu mikrobiologicznemu. Dodatkowo, te protokoły muszą ocenić, czy białka w mięsie hodowlanym mogą wywołać reakcje alergiczne u konsumentów.
"Nasze nowe wytyczne zapewniają jasność dla firm, pomagając im zrozumieć i prawidłowo wykazać brytyjskim regulatorom żywności, że ich produkty są bezpieczne. W szczególności, te wytyczne zapewniają, że firmy oceniły potencjalne ryzyko alergiczne i że są one odpowiednie pod względem wartości odżywczych, zanim zostaną dopuszczone do sprzedaży."
– Dr.Thomas Vincent, Zastępca Dyrektora ds. Innowacji, FSA [2]
W Wielkiej Brytanii walidacja koncentruje się na dostarczeniu wystarczających danych do naukowej oceny ryzyka, a nie na przyznaniu autoryzacji rynkowej. Nicolas Morin-Forest, Współzałożyciel & CEO GOURMEY, podkreślił tę różnicę:
"Walidacja w Wielkiej Brytanii stanowi kluczowy krok w naszej podróży regulacyjnej dotyczącej nowej żywności i potwierdza, że teraz przechodzimy do pełnej oceny ryzyka, przybliżając nas o krok do udostępnienia naszych produktów konsumentom." [4]
sbb-itb-ffee270
Wybór Bioreaktora i Specyfikacje Systemu
Wybrana Technologia Bioreaktora
Obiekt zdecydował się na bioreaktor z mieszadłem, wybór podyktowany jego niezawodną wydajnością z komórkami progenitorowymi mięśni bydła. Kluczowe czynniki wpływające na tę decyzję obejmowały specyficzne potrzeby komórek, pożądaną skalę produkcji oraz ogólne rozważania kosztowe.
Komórki mięśniowe bydła, będące zależne od zakotwiczenia, wymagają niskich sił ścinających - poniżej 0,1 N/m² - aby uniknąć uszkodzeń podczas hodowli. Projekt mieszalnika spełniał ten wymóg, jednocześnie okazał się adaptowalny zarówno do eksperymentów w skali pilotażowej, jak i produkcji komercyjnej. Koszt był kolejnym istotnym czynnikiem, przy czym jednostki w skali pilotażowej były bardziej dostępne dla budżetów typowych w sektorze mięsa hodowlanego niż w przemyśle farmaceutycznym[5][7].
Skala produkcji była ukierunkowana na objętości między 100 a 1 000 litrów, aby zapewnić wykonalność komercyjną. Modularne systemy mieszalników zostały wybrane zamiast alternatyw z wypełnionym złożem ze względu na ich zdolność do zwiększania skali o czynnik 10 bez przekraczania limitów transferu masy, utrzymując wartości kLa powyżej 50 h⁻¹.Te systemy mają na celu produkcję 1–10 kg mięsa hodowlanego na partię, jednocześnie równoważąc inwestycje kapitałowe dla skalowalnej pojemności [7][8].
Funkcje Projektowe Systemu
Po wybraniu bioreaktora z mieszadłem, jego projekt uwzględniał zaawansowane funkcje wspierające optymalny wzrost komórek. System wymiany gazowej wykorzystuje technologię mikro-dyfuzorów, dostarczając bąbelki o wielkości 20–100 µm. To ustawienie osiąga wartości kLa 100–200 h⁻¹ przy 37°C, utrzymując poziomy tlenu rozpuszczonego na poziomie 30–50% nasycenia. Aby zarządzać usuwaniem CO₂, napowietrzanie przestrzeni nad cieczą jest połączone z kontaktorami membranowymi i czujnikami przeciwpiennymi[5][6].
Dla efektywnego mieszania, bioreaktor wykorzystuje podwójne wirniki Rushtona, pracujące z prędkością 50–150 obr./min.Zapewnia to jednolite mieszanie przy prędkościach ścinania poniżej 5 000 s⁻¹, chroniąc komórki przed uszkodzeniem, jednocześnie utrzymując gradienty składników odżywczych poniżej 10%. Mieszanie jest kontrolowane przez PID, z bieżącym sprzężeniem zwrotnym dotyczącym poziomu pH i rozpuszczonego tlenu, wspierając szybkości perfuzji od 1 do 5 objętości naczyń dziennie[5][7].
Skalowalność była kluczowym elementem projektu. Bioreaktor utrzymuje podobieństwo geometryczne na różnych skalach, zachowując stosunek wysokości do średnicy 2:1. Optymalizowane CFD wirniki zapewniają liniowe skalowanie, a testy pilotażowe wykazały 95% retencję żywotności komórek przy skalowaniu z 10 litrów do 200 litrów. Modułowa konstrukcja umożliwia integrację z większymi systemami produkcyjnymi, spełniając standardy zgodności GxP [7][8].
Technologia analityczna procesu jest również zintegrowana, zawierając spektroskopię Ramana do monitorowania w czasie rzeczywistym kluczowych parametrów, takich jak pH (6,8–7,2) i mleczan (utrzymywany poniżej 2 g/L). Modele predykcyjne, zaadaptowane z produkcji przeciwciał monoklonalnych, śledzą poziomy glukozy z wartościami R² powyżej 0,95, zapewniając precyzyjną kontrolę procesu[5] [6][7].
Te funkcje nie tylko poprawiają hodowlę komórek, ale także spełniają rygorystyczne standardy walidacji wymagane przez brytyjskie organy regulacyjne.
Wykonanie Protokołu Walidacji
Podstawowe Procedury Walidacji
Aby zapewnić integralność operacyjną, przeprowadzono dokładny protokół walidacji, uwzględniający zaawansowane cechy projektowe. Monitorowanie w czasie rzeczywistym odegrało kluczową rolę, a technologia analityczna procesu (PAT) z czujnikami stale śledziła krytyczne parametry, takie jak rozpuszczony tlen, pH i poziomy CO₂ podczas każdego cyklu hodowli[6] . Proces rozpoczął się od komórek zasianych w gęstości 1×10⁵ komórek/mL, hodowanych przez tydzień w medium zawierającym 3 g/L glukozy. Spektroskopia Ramana była stosowana do monitorowania poziomów mleczanu i glukozy przez cały czas[5].
Analiza naprężeń ścinających potwierdziła, że siły mieszania pozostawały poniżej 0,1 Pa, co jest krytycznym limitem dla komórek mięśniowych bydła. Testy po naprężeniach wykazały, że żywotność komórek pozostała powyżej 90%[6].
Testy jałowości obejmowały wszystkie surowce, ze szczególnym uwzględnieniem pożywek wzrostowych. Dostawcy byli zobowiązani do dostarczenia certyfikatów analizy, zweryfikowanych przez testy zewnętrzne, zgodnie ze standardami obiektów w Wielkiej Brytanii.Protokół obejmował testy immunoenzymatyczne ELISA do wykrywania endotoksyn z bakterii gram-ujemnych, wraz z cytometrią przepływową do identyfikacji zanieczyszczeń na podstawie rozmiaru, kształtu i właściwości fluorescencyjnych komórek[9] .
Metody Optymalizacji Procesu
Po potwierdzeniu stabilności systemu, wysiłki skoncentrowano na udoskonaleniu procesu przy użyciu zaawansowanej analityki. Algorytmy uczenia maszynowego dynamicznie dostosowywały przepływy mediów i prędkości mieszania na podstawie ciągłych danych PAT. Modele te, wytrenowane na zestawach danych projektowania eksperymentów (DoE), identyfikowały opłacalne strategie karmienia, korelując pomiary przenikalności z jakością biomasy[6] . To podejście było szczególnie skuteczne w fazie proliferacji, gdzie stałe tempo wzrostu jest kluczowe dla produkcji komercyjnej.
Spektroskopia Ramana, początkowo opracowana do produkcji przeciwciał monoklonalnych, została z powodzeniem zaadaptowana do zastosowań w mięsie hodowlanym. Jej specyficzność analitów pozwoliła zakładowi na przyjęcie ustalonych protokołów walidacyjnych, jednocześnie utrzymując precyzję niezbędną do monitorowania w czasie rzeczywistym przez cały cykl hodowli[5].
Wyzwania techniczne i rozwiązania
Problemy ze skalowaniem i wydajnością
Skalowanie bioreaktorów z ustawień laboratoryjnych do produkcji komercyjnej nie było małym wyczynem. Zakład dążył do produkcji 10–100 kg mięsa hodowlanego, co wymagało ogromnej liczby 10¹²–10¹³ komórek, aby osiągnąć ten cel [11]. Jednak osiągnięcie wysokiej gęstości komórek okazało się znaczącą przeszkodą.Podczas gdy bioreaktory z włóknami pustymi mogą teoretycznie osiągać gęstości od 10⁸ do 10⁹ komórek/mL [13], konwencjonalne projekty bioreaktorów nie spełniały oczekiwań w produkcji mięsa hodowlanego.
Matt McNulty, stypendysta GFI, wyjaśnił źródło problemu: "Bioreaktory używane w produkcji mięsa hodowlanego są wciąż w dużej mierze adaptowane z konwencjonalnych projektów spożywczych i farmaceutycznych. Te projekty nie są specjalnie dostosowane do potrzeb produkcji mięsa hodowlanego, co prowadzi do wyższych kosztów z powodu nieefektywności wynikających z tego niedopasowania" [12]. To niedopasowanie między projektem a celem wymagało całkowitego przemyślenia sprzętu i procesów.
Wdrożone rozwiązania i dane dotyczące wydajności
Aby sprostać tym wyzwaniom, zakład przeprojektował swoje wyposażenie i protokoły, aby lepiej odpowiadały specyficznym wymaganiom produkcji mięsa hodowlanego.Jedną z kluczowych zmian było przejście z norm farmaceutycznych na normy spożywcze. Na przykład, zespół zastąpił naczynia ze stali nierdzewnej 316 alternatywami ze stali nierdzewnej 304, które spełniały wymagania bezpieczeństwa żywności, jednocześnie znacznie obniżając koszty kapitałowe [12]. Dodatkowo, tradycyjny proces sterylizacji parą na miejscu został zastąpiony przez obróbkę gazem dwutlenku chloru. Ta zmiana pozwoliła na użycie naczyń o cieńszych ściankach wykonanych z alternatywnych materiałów, co dodatkowo obniżyło koszty [12].
Kolejnym środkiem oszczędnościowym było przejście z wody farmaceutycznej na wodę spożywczą, sklasyfikowaną jako "Ogólnie Uznawana za Bezpieczną" (GRAS) do przygotowania mediów [12]. Zespół wprowadził również jadalne mikronośniki i rusztowania, które nie tylko rozwiązały problemy z odłączaniem komórek, ale także spełniały normy bezpieczeństwa żywności [11].
Aby dalej optymalizować operacje, zakład wdrożył systemy czujników multipleksowych. Te czujniki dostarczały dane o wydajności w czasie rzeczywistym, które mogły być wykorzystywane w aplikacjach uczenia maszynowego do precyzyjnego dostrajania procesów [12]. Łącznie te zmiany miały dramatyczny wpływ na koszty produkcji, znacznie je obniżając [10]. To niezwykłe obniżenie kosztów podkreśla, jak dostosowanie protokołów produkcji do standardów regulacyjnych może osiągnąć skalowalność komercyjną bez poświęcania bezpieczeństwa lub jakości.
Wyniki Walidacji i Wpływ na Przemysł
Zmierzone Wyniki Wydajności
Poprzez rygorystyczne testy, system wykazał imponujący skok w produktywności.Korzystając z technologii bioreaktorów ciągłych bez pęcherzyków, produktywność wzrostu komórek wzrosła 15-krotnie, zwiększając produkcję ze 100 kg do 1 500 kg - wszystko w ramach tego samego obszaru operacyjnego[16]. Podczas etapu różnicowania, dostosowania w celu optymalizacji biomasy komórek doprowadziły do 128% wzrostu, co znacznie zmniejszyło ogólny wpływ na środowisko o 42–56%. Przejście z metabolizmu komórek C2C12 na CHO również odegrało dużą rolę w redukcji wpływów środowiskowych, osiągając redukcje do 67% przy zasilaniu ze źródeł odnawialnych[14]. Jeszcze bardziej uderzające, wykorzystanie energii odnawialnej zmniejszyło emisję gazów cieplarnianych nawet o 92% i zmniejszyło wykorzystanie gruntów o 90–95% w porównaniu z tradycyjnymi metodami produkcji wołowiny [15] [16]. Te wyniki torują drogę do szerszego przyjęcia w całej branży.
Wkład w praktyki branżowe
Wyniki walidacji zdefiniowały na nowo standardy dla projektowania bioreaktorów i zgodności regulacyjnej w produkcji mięsa hodowlanego. Pokazując, że standardy spożywcze mogą skutecznie zastąpić te farmaceutyczne bez kompromisów w zakresie bezpieczeństwa, proces wprowadził mapę drogową oszczędności kosztów dla branży. Na przykład, przejście z nierdzewnej stali 316 na 304, w połączeniu z dezynfekcją dwutlenkiem chloru i użyciem wody sklasyfikowanej jako GRAS, znacznie obniżyło koszty kapitałowe przy zachowaniu zgodności.
Poza udowodnieniem wykonalności technicznej, te postępy przesuwają branżowe standardy. Modele ekonomiczne sugerują, że przetwarzanie ciągłe vs przetwarzanie wsadowe może przynieść oszczędności rzędu 55% na kosztach kapitałowych i operacyjnych w ciągu dekady [1]. Dla zespołów zaopatrzeniowych, platformy takie jak
Wniosek
Główne Ustalenia
Ta analiza podkreśla, jak produkcja mięsa hodowlanego może zmierzać w kierunku sukcesu komercyjnego poprzez dokonywanie mądrych wyborów sprzętowych i udoskonalanie protokołów operacyjnych. Wybór materiałów spożywczych, takich jak stal nierdzewna 304 zamiast droższej stali nierdzewnej 316, zapewnia bezpieczeństwo i zgodność przy jednoczesnym obniżeniu kosztów. Przejście na media bez surowicy, zatwierdzone przez Singapurską Agencję Żywności w ramach zatwierdzenia formuł GOOD Meat na początku 2023 roku, eliminuje etyczne i finansowe wyzwania związane z użyciem składników pochodzenia zwierzęcego[15].
Skalowanie produkcji za pomocą reaktorów z przepływem powietrza, szczególnie przy 260 000 L, wykazało duży potencjał obniżenia kosztów w porównaniu z mniejszymi reaktorami mieszanymi o pojemności 42 000 L[17]. Jednak osiągnięcie wysokiej gęstości komórek - do 2 × 10⁸ komórek/mL - wymaga zaawansowanych systemów perfuzyjnych do zarządzania odpadami metabolicznymi, takimi jak amoniak i mleczan. Optymalizacja procesów okazała się niezbędna w rozwiązywaniu tych wyzwań[11]. Dla zespołów zaopatrzeniowych, platformy takie jak
Przyszłe Rozwój
Po potwierdzeniu efektywności kosztowej i kontroli procesów, uwaga teraz skupia się na bioreaktorach mega-skali, które obiecują zrewolucjonizować ekonomię produkcji.Ogłoszenie GOOD Meat w maju 2022 roku o zakładzie wyposażonym w dziesięć bioreaktorów o pojemności 250 000 L - zdolnych do produkcji 13 700 ton metrycznych hodowanego kurczaka i wołowiny rocznie - stanowi znaczący krok od projektów pilotażowych do produkcji na skalę przemysłową[11][15]. To jest zgodne z ekonomicznym punktem odniesienia ustalonym przez Patricka G. Negulescu i in. z University of California, Davis:
"Aby bezpośrednio konkurować z wołowiną, produkty CM, lub przynajmniej koszt produkcji, muszą spaść do poziomu konkurencyjnego komercyjnie"[17]
Prognozy wskazują, że ten cel jest w zasięgu, zwłaszcza gdy koszty mediów nadal się obniżają.
Innowacje takie jak jadalne mikronośniki i systemy hybrydowe, które łączą ekspansję komórek i różnicowanie w jednym naczyniu, mają na celu uproszczenie procesów walidacji i zmniejszenie ryzyka zanieczyszczeń. Protokoły przedstawione w tym studium przypadku oferują model replikowalny dla firm zwiększających skalę swojej działalności, udowadniając, że rygorystyczne testy mogą współistnieć z redukcją kosztów. W miarę jak coraz więcej zakładów przyjmuje te zwalidowane metody, przemysł mięsa hodowlanego zbliża się do parytetu cenowego z tradycyjnym mięsem. Wraz z tym sektor dostarcza znaczące korzyści dla środowiska, w tym do 92% redukcji emisji gazów cieplarnianych, gdy zasilany jest odnawialnymi źródłami energii[15].
Podsumowanie bioreaktorów: czujniki, modelowanie, skalowanie i alternatywne projektowanie reaktorów
Najczęściej zadawane pytania
Jakie dowody oczekują organy regulacyjne w dokumentacji walidacyjnej bioreaktora dla mięsa hodowanego?
Organy regulacyjne wymagają dokumentacji walidacyjnej bioreaktora, aby potwierdzić, że systemy działają w określonych parametrach. Obejmuje to zapewnienie spójnej wydajności procesu i monitorowanie w czasie rzeczywistym kluczowych czynników, takich jak poziomy pH, rozpuszczony tlen, oraz temperatura. Dodatkowo, testy jałowości odgrywają kluczową rolę w zapobieganiu zanieczyszczeniom. Przestrzeganie standardów takich jak ISO 14644-1 i EU GMP Aneks 1 jest obowiązkowe, aby utrzymać kontrolę mikrobiologiczną i zachować praktyki sterylnej produkcji.
Jak można zwiększyć skalę bioreaktora z mieszadłem bez szkody dla komórek mięśniowych bydła?
Zwiększanie skali bioreaktora z mieszadłem do produkcji mięsa hodowlanego wiąże się z zarządzaniem naprężeniem ścinającym , które może szkodzić komórkom mięśniowym bydła. Aby temu zaradzić, stosuje się narzędzia takie jak obliczeniowa dynamika płynów (CFD) i modele skalowania w dół do przewidywania wzorców przepływu. Te spostrzeżenia prowadzą do dostosowania konstrukcji mieszadła i prędkości mieszania, co pomaga zmniejszyć uszkodzenia komórek.
Równie ważne jest zapewnienie równomiernego rozkładu składników odżywczych i tlenu. Zaawansowane systemy monitorowania, w połączeniu z efektywnymi technikami mieszania, są kluczowe dla tworzenia spójnych warunków. Takie podejście pomaga zminimalizować lokalne naprężenia i wspiera zdrowie komórek w całym procesie produkcji na dużą skalę.
Jakie zmiany weryfikacyjne dotyczące redukcji kosztów mają największy wpływ na ekonomię jednostkową?
Wprowadzenie bioreaktorów jednorazowego użytku ma zauważalny wpływ na redukcję kosztów mierzonych w £/kg. Chociaż te systemy zmniejszają początkowe inwestycje kapitałowe i koszty pracy, wiążą się z wyższymi kosztami materiałów eksploatacyjnych. Ponadto, wprowadzenie monitoringu w czasie rzeczywistym oraz technologii recyklingu mediów zwiększa efektywność operacyjną. Te usprawnienia nie tylko usprawniają procesy, ale także prowadzą do długoterminowych oszczędności kosztów.









