

Jeśli zwiększysz hodowlę komórek zwierzęcych z poziomu pilotażowego do komercyjnego bez wcześniejszego rozwiązania problemów z przenoszeniem masy, kontrolą odpadów, sterylnością i czasem pracy, koszt na kilogram może wzrosnąć, zamiast spaść.
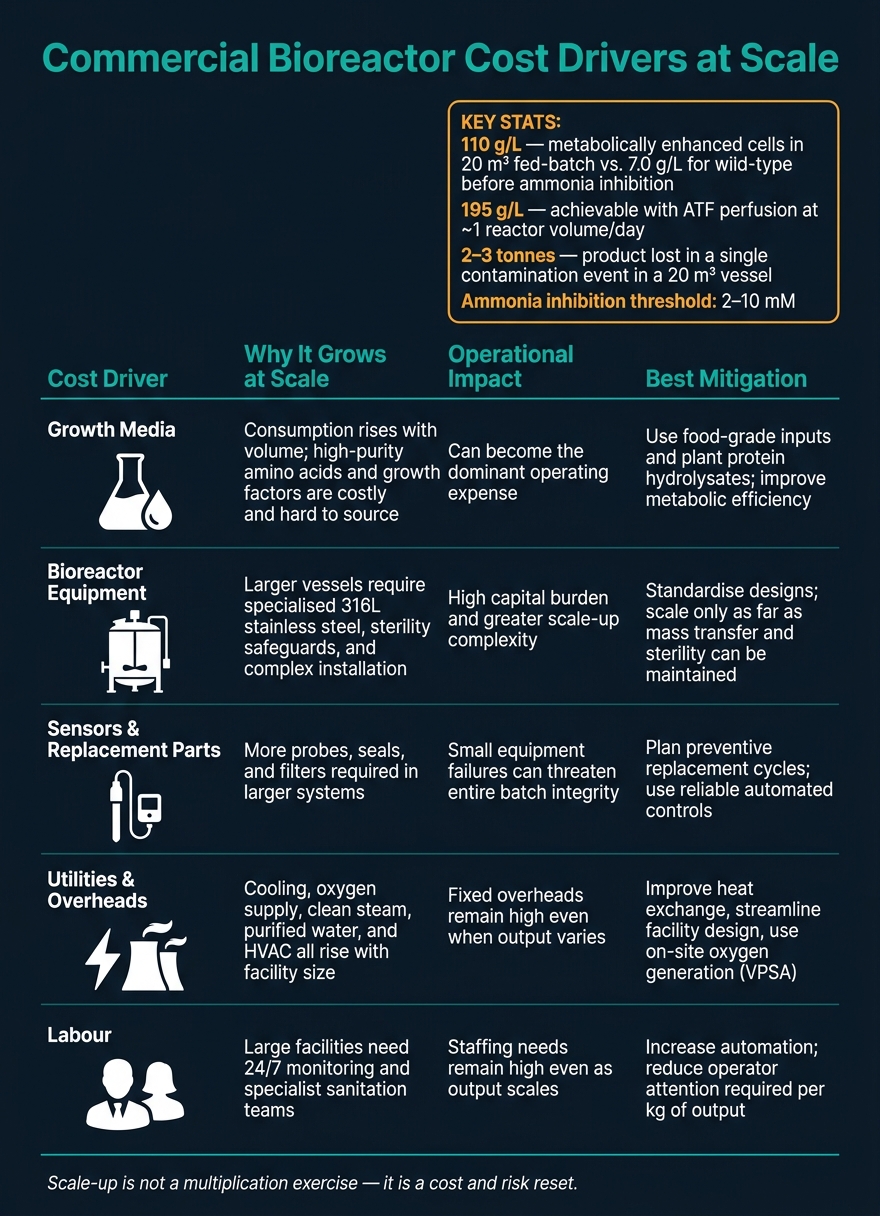
Dla inżynierów bioprocesów i zespołów zajmujących się mięsem hodowlanym problem kosztów jest prosty: większe bioreaktory są trudniejsze do natlenienia, schłodzenia, mieszania i utrzymania w sterylności, podczas gdy komórki zwierzęce pozostają wrażliwe na ścinanie i wolno rosną. W praktyce oznacza to większe wydatki na media, systemy ze stali nierdzewnej, czujniki, media, pracę i nieudane partie. Artykuł wskazuje również na twarde biologiczne ograniczenia, w tym inhibicję amoniaku przy 2–10 mM, straty partii w 20 m³ naczyniach, które mogą zniszczyć 2–3 tony produktu, oraz różnicę między około 7,0 g/L a 110 g/L w zależności od wydajności komórek i konfiguracji procesu.
Oto krótka wersja:
- Większe naczynia nie gwarantują niższego kosztu jednostkowego
- Transfer tlenu i usuwanie CO₂ stają się trudniejsze wraz ze wzrostem objętości
- Nagromadzenie amoniaku i mleczanu może zmniejszyć wydajność przed wykorzystaniem pojemności naczynia
- Wolne czasy podwojenia zwiększają ryzyko zanieczyszczenia, przestojów i dryfu
- Zakłady komercyjne potrzebują więcej niż naczynia: CIP/SIP, aseptyczne rurociągi, stal nierdzewna 316L, sondy, chłodzenie, dostarczanie tlenu, para, woda i HVAC
- Perfuzja i dokładniejsza kontrola mogą zwiększyć wydajność na zainstalowany m³ , ale również dodają obciążenie sprzętowe i kontrolne
- TEA musi odzwierciedlać ograniczenia zakładu wcześnie, lub plany kapitałowe mogą odbiegać od tego, co biologia może wspierać
- Zakupy działają tylko wtedy, gdy opierają się na danych procesowych, nie tylko na prognozowanej ilości
Widzę to tak: zwiększanie skali to nie jest ćwiczenie z mnożenia.To jest reset kosztów i ryzyka. Jeśli okno procesowe jest słabe na etapie pilotażowym, większy reaktor tylko zwiększa koszty tej słabości.
Wyzwania związane ze skalowaniem w bioreaktorach
sbb-itb-ffee270
Dlaczego koszty bioreaktorów rosną na skalę komercyjną
Te ograniczenia zmuszają zakłady do stosowania bardziej skomplikowanego sprzętu, ściślejszej kontroli procesów i wyższych kosztów eksploatacji. Powód jest dość prosty: duże zbiorniki są trudniejsze do mieszania, chłodzenia i utrzymania w sterylności.
Równoważenie transferu masy, mieszania, ścinania i usuwania ciepła przy większych objętościach
Przy większych objętościach roboczych operatorzy mają mniej miejsca na manewry. Mieszanie musi być na tyle delikatne, aby uniknąć uszkodzenia komórek. Napowietrzanie również musi być niskie, aby zredukować uszkodzenia bąbelkowe, co powoduje większe ciśnienie na transfer tlenu [1].
Ten kompromis szybko ujawnia się w codziennej eksploatacji.Jeśli zmniejszysz mieszanie i przepływ gazu, aby chronić komórki, dostarczenie tlenu staje się trudniejsze. Na dodatek, usuwanie CO2 może stać się praktycznym limitem gęstości komórek, co oznacza, że często potrzebna jest dodatkowa pojemność do obsługi gazu [1]. Jeśli ten limit zostanie przekroczony, wzrost spada. Nawet pozostanie w granicach limitu może oznaczać konieczność dodania systemów wzbogacania tlenu i separacji gazu.
Usuwanie ciepła staje się trudniejsze wraz ze wzrostem objętości reaktora. W wielu przypadkach oznacza to dodanie wewnętrznych cewek chłodzących lub zewnętrznych wymienników ciepła [1]. Żadne z tych działań nie pozostaje ograniczone do samego naczynia. Bezpośrednio wpływa to na zużycie mediów, specyfikację sprzętu i koszty ogólne zakładu.
Kontrola zanieczyszczeń i spójność procesu wymagają więcej infrastruktury
Duże partie nie tylko produkują więcej produktu. Każda awaria staje się również znacznie droższa.Zdarzenie zanieczyszczenia w bioreaktorze o pojemności 20 m³ może zniszczyć 2–3 tony produktu, wraz ze wszystkimi kosztownymi składnikami pożywki w tej partii [1].
To ryzyko powoduje większe obciążenie infrastruktury. Systemy komercyjne potrzebują zgodnej z ASME BPE stali nierdzewnej, aseptycznych rur, sterylnych uszczelnień i zautomatyzowanego CIP/SIP [1]. Monitorowanie procesów również musi być znacznie dokładniejsze. Tlen rozpuszczony, pH, amoniak i mleczan wymagają ścisłej uwagi, ponieważ gradienty, które mogą być zarządzalne w małym naczyniu, mogą wywołać zmiany metaboliczne w całym naczyniu na skalę komercyjną [1] [3].
Jak skala powiększa przestoje, awarie partii i narażenie na konserwację
Wolny wzrost zmienia ekonomię przestojów. Jeśli produkcja zajmuje czas, każda przerwa pochłania dużą część okna partii [1]. Na skalę komercyjną, jeden stracony dzień to nie mała operacyjna usterka. Oznacza to utratę produkcji, podczas gdy koszty stałe nadal rosną.
Niezawodność czujników również przechodzi od „użytecznej” do ekonomicznie krytycznej. Zautomatyzowane sprzężenie zwrotne dla pH i rozpuszczonego tlenu nie jest tylko po to, aby system był łatwiejszy w obsłudze. Jest to część sposobu, w jaki operatorzy wykrywają nagromadzenie inhibitorów, zanim partia musi zostać porzucona. Gdy amoniak lub CO2 osiągną poziomy inhibicyjne, zakończenie partii może kosztować mniej niż utrzymywanie kultury, która już zwolniła [1].
Konserwacja dodaje kolejny stały ciężar. Większe systemy krytyczne dla sterylności wymagają więcej konserwacji zapobiegawczej i więcej pracy związanej z walidacją, co dodatkowo podnosi koszty [1].
Te ograniczenia bezpośrednio wpływają na wyższe koszty operacyjne i bardziej złożony projekt zakładu. W praktyce pojawiają się one w głównych kategoriach kosztów: media, sprzęt, media użytkowe i praca.
Główne czynniki kosztowe w operacjach komercyjnych bioreaktorów
Kosztowe czynniki komercyjnych bioreaktorów: Wyzwania związane z powiększaniem skali & Środki zaradcze
Na skali komercyjnej koszty zazwyczaj mieszczą się w trzech szerokich kategoriach: media, sprzęt i codzienne operacje.
Media wzrostowe i kluczowe składniki
Media często są pierwszym miejscem, gdzie pojawia się presja kosztowa. Glukoza jest zazwyczaj zarządzalna pod względem kosztów, ale aminokwasy i czynniki wzrostu to inna historia. Dlatego wiele zespołów rozważa użycie składników spożywczych i hydrolizatów białek roślinnych, aby zastąpić część komponentów o wysokiej czystości.
Ale to nie jest prosta zamiana. Skład hydrolizatów może się zmieniać z partii na partię, a enzym używany podczas przetwarzania dodaje jeszcze jedną zmienną do zarządzania na hali produkcyjnej.Nawet z tymi kompromisami, kierunek jest dość jasny: hurtowe, spożywcze zaopatrzenie jest praktycznym wymogiem, jeśli celem jest produkcja komercyjna.
Hamowanie metaboliczne utrudnia sytuację. W miarę wzrostu gęstości komórek, gromadzą się amoniak i mleczan. Kiedy to się dzieje, wydajność może spaść, zanim naczynie zostanie w pełni wykorzystane. Filtracja perfuzyjna może pomóc, usuwając te inhibitory na bieżąco, ale oznacza to również więcej sprzętu, więcej punktów kontrolnych i więcej pracy, aby system działał dobrze.
Gdy zespoły opanują koszty wejściowe, systemy sprzętowe i obiektowe stają się kolejnym głównym obciążeniem kosztowym.
Sprzęt bioreaktorów, czujniki i części zamienne
Samo naczynie to tylko jedna część obciążenia kapitałowego. Na dużą skalę, rurociągi, instalacje elektryczne, instrumentacja i instalacja często kosztują więcej, niż ludzie początkowo oczekują.Na dodatek, nadal potrzebujesz systemów ze stali nierdzewnej, elektropolerowania i możliwości CIP/SIP, aby utrzymać sterylność.
Wybór czujników ma jeszcze większe znaczenie na tym etapie. Jeśli sonda tlenu rozpuszczonego zawiedzie lub czujnik pH zacznie się przesuwać podczas dużego cyklu produkcyjnego, możesz nie zauważyć problemu, dopóki jakość partii nie zostanie już naruszona. W najgorszym przypadku cała partia jest stracona. Dlatego sondy, uszczelki i obudowy filtrów potrzebują zaplanowanych cykli wymiany zamiast napraw w ostatniej chwili.
Koszty ogólne zakładu, media i operacje wymagające dużego nakładu pracy
Media skalują się z biologią. Komórki zwierzęce generują ciepło metaboliczne, więc duże systemy potrzebują silnej zdolności chłodzenia. Duże zakłady często potrzebują również generacji tlenu na miejscu poprzez adsorpcję z wahaniem ciśnienia próżniowego, aby zaspokoić zapotrzebowanie na sparging.Dodaj czystą parę do sterylizacji, systemy oczyszczania wody i wysokowydajne systemy HVAC, a otrzymasz stałe koszty ogólne, które pozostają wysokie nawet wtedy, gdy partia nie spełnia oczekiwań.
Trudno jest również zredukować koszty pracy, chyba że automatyzacja przejmie więcej zadań. Duże obiekty wymagają monitorowania 24/7 oraz zespołów specjalistów do utrzymania czystości i zbiorów.
Poniższa tabela pokazuje, jak każdy czynnik kosztowy zmienia się w skali i gdzie prace łagodzące zazwyczaj przynoszą najlepsze rezultaty.
| Kosztotwórca | Dlaczego rośnie w skali | Typowy wpływ operacyjny | Najbardziej odpowiednie podejście do łagodzenia |
|---|---|---|---|
| Podłoże wzrostowe | Konsumpcja rośnie wraz z wolumenem produkcji; trudno dostępne są aminokwasy o wysokiej czystości i czynniki wzrostu | Może stać się dominującym kosztem operacyjnym | Używaj składników spożywczych i hydrolizatów białek roślinnych tam, gdzie to możliwe; popraw efektywność metaboliczną |
| Sprzęt bioreaktora | Większe naczynia wymagają specjalistycznej stali nierdzewnej, zabezpieczeń sterylności i bardziej złożonej instalacji | Wysokie obciążenie kapitałowe i większa złożoność skalowania | Standaryzuj projekty i skaluj tylko do momentu, gdy można utrzymać transfer masy i sterylność |
| Czujniki i części zamienne | Więcej sond, uszczelek i filtrów jest wymaganych w większych systemach | Małe awarie sprzętu mogą zagrozić integralności partii | Planuj cykle wymiany zapobiegawczej i używaj niezawodnych automatycznych systemów sterowania |
| Media i koszty ogólne | Chłodzenie, dostarczanie tlenu, para, woda i HVAC rosną wraz z rozmiarem obiektu | Stałe koszty ogólne mogą pozostać wysokie, nawet gdy produkcja się zmienia | Popraw wymianę ciepła, usprawnij projekt obiektu i używaj generacji tlenu na miejscu, gdzie to odpowiednie |
| Praca | Większe obiekty wymagają całodobowego monitoringu i specjalistycznej sanacji | Potrzeby kadrowe pozostają wysokie, nawet gdy produkcja się zwiększa | Zwiększ automatyzację i zmniejsz uwagę operatora na kilogram produkcji |
Zespoły ds. zaopatrzenia mogą używać
Jak zmniejszyć obciążenie kosztowe związane z rozwojem
Zmiany inżynieryjne, które zwiększają wydajność na jednostkę zainstalowanej mocy
Najszybszym sposobem na obniżenie kosztów operacyjnych jest prosty: uzyskać większą wydajność z tej samej zainstalowanej mocy.
W dużych bioreaktorach z mieszadłem trzy dźwignie mają największe znaczenie: gęstość komórek, perfuzja i kontrola procesów. Metabolicznie ulepszone linie komórkowe mogą osiągnąć 110 g/L w 20 m³ bioreaktorze fed-batch, w porównaniu do 7,0 g/L dla komórek typu dzikiego, zanim zacznie działać inhibicja amoniakiem [1].
Perfuzja może to jeszcze bardziej zwiększyć. Używając urządzeń do zatrzymywania komórek, takich jak filtry przepływu naprzemiennego (ATF), gęstości komórek w stanie ustalonym mogą osiągnąć 195 g/L przy około jednej objętości reaktora na dzień [1] . To szybko zmienia ekonomię, ponieważ powierzchnia naczynia pozostaje taka sama, podczas gdy wydajność rośnie.
Kontrola procesu jest równie ważna. Kontrola sprzężenia zwrotnego glukozy i pH pomaga ograniczyć nagromadzenie mleczanu i amoniaku , co wydłuża okno żywotności każdej serii produkcyjnej [1] . Mówiąc wprost, większe naczynie nie naprawi słabego okna operacyjnego. Zablokuj okno operacyjne przed podjęciem decyzji o większym naczyniu.
Planowanie operacyjne w celu skrócenia przestojów i ryzyka zanieczyszczenia
Wyższa wydajność na papierze niewiele znaczy, jeśli proces nie może przebiegać czysto od partii do partii.
Zweryfikowane CIP/SIP, aseptyczne rurociągi i rutynowa kalibracja czujników zgodnie z najlepszymi praktykami dotyczącymi sterylności mediów pomagają ograniczyć straty partii. To jest moment, w którym skalowanie staje się boleśnie praktyczne.Proces może wyglądać dobrze w fazie rozwoju, a następnie tracić pieniądze na skalę produkcyjną z powodu przestojów, zdarzeń zanieczyszczenia lub odchylenia w odczytach czujników, które skracają czas pracy.
Jeśli podczas procesu narasta inhibicja katabolitów i spadają tempo wzrostu, często taniej jest zatrzymać partię i rozpocząć od nowa przy nieinhibowanym tempie wzrostu, niż kontynuować malejący proces [1] . Decyzja ta zależy od danych procesowych w czasie rzeczywistym. Operatorzy potrzebują jasnego obrazu tego, co dzieje się wewnątrz naczynia, a nie opóźnionego lub częściowego.
Dyscyplina zakupowa i dostęp do dostawców specjalistycznego sprzętu i materiałów
Gdy okno procesowe jest ustalone, zakupy muszą je wspierać, a nie wyprzedzać.
Jednym z powszechnych błędów przy skalowaniu jest nadmierne budowanie przed udowodnieniem założeń procesowych. Analiza techno-ekonomiczna przed pełnym wdrożeniem pomaga określić wydajność wzrostu i gęstość, które każdy rozmiar reaktora może obsłużyć [2]. Pozwala to zespołom planować pojemność w oparciu o zweryfikowane dane procesowe zamiast oczekiwanych celów produkcyjnych.
W tym momencie ważna jest dyscyplina w zaopatrzeniu. Użyj
Co wymaga wykonalny model kosztów komercyjnych
Rola modelowania techno-ekonomicznego przed pełnym wdrożeniem
Te ograniczenia operacyjne mają znaczenie tylko wtedy, gdy model kosztów faktycznie je odzwierciedla. Mówiąc wprost, model kosztów komercyjnych jest tylko tak solidny, jak założenia, na których się opiera.Zanim jakikolwiek zespół zaangażuje kapitał, musi przetestować zmienne, które napędzają ekonomię jednostkową: intensywność mediów, wykorzystanie bioreaktora, zapotrzebowanie na media, obciążenie konserwacyjne i ryzyko zanieczyszczenia.
W tym miejscu wkracza analiza techno-ekonomiczna, czyli TEA. TEA powinna oceniać biologiczne ograniczenia, zapotrzebowanie na media i przestoje razem. Chodzi o to, aby przekształcić te ograniczenia w decyzje inwestycyjne, a nie pozostawiać je ukryte w notatkach inżynieryjnych.
Narzuty zakładowe muszą być uwzględnione w modelu od pierwszego dnia. Konserwacja, ubezpieczenie i inne stałe koszty ogólne szybko się sumują. Podobnie jak koszty pracy, czynniki obciążenia kapitału i zapotrzebowanie na media do chłodzenia przy wysokich gęstościach komórek. Jeśli te dane wejściowe nie zostaną zamodelowane przed budową, biznesplan prawie zawsze przeszacowuje produkcję i niedoszacowuje kosztów ogólnych.
Gdy model odzwierciedla rzeczywistość zakładu, zaopatrzenie musi się do niego dostosować.
Kluczowe wnioski dla podejmowania decyzji komercyjnych
Główne czynniki kosztowe to pożywki wzrostowe, sprzęt, obiekty i efektywność operacyjna - a skala sprawia, że każdy z nich jest trudniejszy do zarządzania. Ograniczenia inżynieryjne dotyczące transferu tlenu, usuwania CO₂ i mieszania nie znikają przy większych objętościach. Stają się bardziej rygorystyczne. Infrastruktura sterylności, w tym stal nierdzewna 316L, elektropolerowanie i zautomatyzowane systemy CIP/SIP, dodają znaczne koszty kapitałowe [1].
Najsilniejsze podejście do kontroli kosztów łączy trzy elementy:
- optymalizacja procesów i rozwiązywanie problemów związanych z powiększaniem skali
- ostrożna rozbudowa zdolności produkcyjnych
- niezawodne pozyskiwanie specjalistycznych surowców
Powiększanie skali działa tylko wtedy, gdy model odpowiada rzeczywistości procesowej, a zaopatrzenie podąża za danymi procesowymi.
FAQ
Dlaczego większy bioreaktor nie zawsze obniża koszt jednostkowy?
Skalowanie może wprowadzać nowe nieefektywności. W większych bioreaktorach trudniej jest utrzymać ścisłą kontrolę nad warunkami procesu. Może być również wymagana aktywna aeracja, co może zwiększyć zużycie energii i zwiększyć ryzyko uszkodzeń spowodowanych naprężeniem ścinającym.
Większe systemy mogą również napotkać gorsze mieszanie, ograniczenia transferu masy, zmienność między partiami oraz wyższe ryzyko zanieczyszczenia. Dlatego koszt jednostkowy zależy mniej od samej skali, a bardziej od kosztów mediów, fizjologii komórek i niezawodnej kontroli procesu.
Co zazwyczaj ogranicza wydajność jako pierwsze na skalę komercyjną?
Na skalę komercyjną wydajność jest zazwyczaj ograniczana najpierw przez to, jak daleko można skalować proces produkcji komórek masowych. Komórki zwierzęce rosną wolniej niż komórki mikrobiologiczne, więc wczesne wolumeny produkcji mogą osiągnąć sufit szybciej, niż wiele zespołów by chciało.
Systemy na dużą skalę również napotykają na ograniczenia transferu masy. W praktyce, napowietrzanie gazem i mieszanie muszą być starannie zrównoważone. Zbyt intensywne zwiększanie transferu tlenu zwiększa naprężenia ścinające. Zbyt małe, a komórki mogą nie otrzymać tego, czego potrzebują. Ten kompromis jest jeszcze ważniejszy w przypadku delikatnych komórek zwierzęcych, które są znacznie mniej odporne na stres hydrodynamiczny niż mikroorganizmy.
Kiedy TEA powinna kierować decyzjami dotyczącymi skalowania?
TEA powinna kierować decyzjami dotyczącymi skalowania, gdy zespoły projektują i budują systemy bioreaktorów na dużą skalę, gdzie koszty są wysokie, a modelowanie predykcyjne jest potrzebne do oceny opłacalności ekonomicznej.
Pomaga zespołom ocenić projekty obiektów, objętości robocze bioreaktorów i środki oszczędzające koszty przed dużymi wydatkami kapitałowymi. Pozwala również porównać scenariusze produkcji i strategie operacyjne, aby mogli zrównoważyć zużycie energii z wymaganiami procesu.









