

Walidacja pomieszczeń czystych zapewnia, że środowiska produkcyjne spełniają rygorystyczne normy dotyczące zanieczyszczeń, co jest kluczowe dla produkcji mięsa hodowlanego. Jest to krytyczny krok przy skalowaniu procesów produkcji mięsa hodowlanego. Właściwa walidacja zapobiega ryzyku zanieczyszczenia, chroni jakość produktu i zapewnia zgodność z przepisami, takimi jak ISO 14644 i GMP. Proces obejmuje cztery kluczowe fazy:
- Kwalifikacja Projektowa (DQ): Potwierdza, że projekt pomieszczenia czystego spełnia potrzeby operacyjne i regulacyjne.
- Kwalifikacja Instalacyjna (IQ): Weryfikuje, czy komponenty są zainstalowane poprawnie i zgodnie ze specyfikacjami.
- Kwalifikacja Operacyjna (OQ): Testuje systemy w stanie nieaktywnym, aby upewnić się, że działają zgodnie z przeznaczeniem.
- Kwalifikacja Wydajnościowa (PQ): Ocena wydajności pomieszczenia czystego podczas rzeczywistej produkcji.
Protokoły testowe, w tym liczenie cząstek, kontrole integralności filtrów HEPA i pomiary przepływu powietrza, są kluczowe dla utrzymania zgodności. Ciągłe monitorowanie i okresowa rewalidacja pomagają utrzymać wydajność pomieszczeń czystych w czasie. Przestrzeganie tych kroków zapewnia minimalizację ryzyka zanieczyszczenia, chroniąc zarówno spójność produktu, jak i zatwierdzenie regulacyjne.
Walidacja pomieszczeń czystych od URS do PQ
sbb-itb-ffee270
Cztery fazy walidacji pomieszczeń czystych
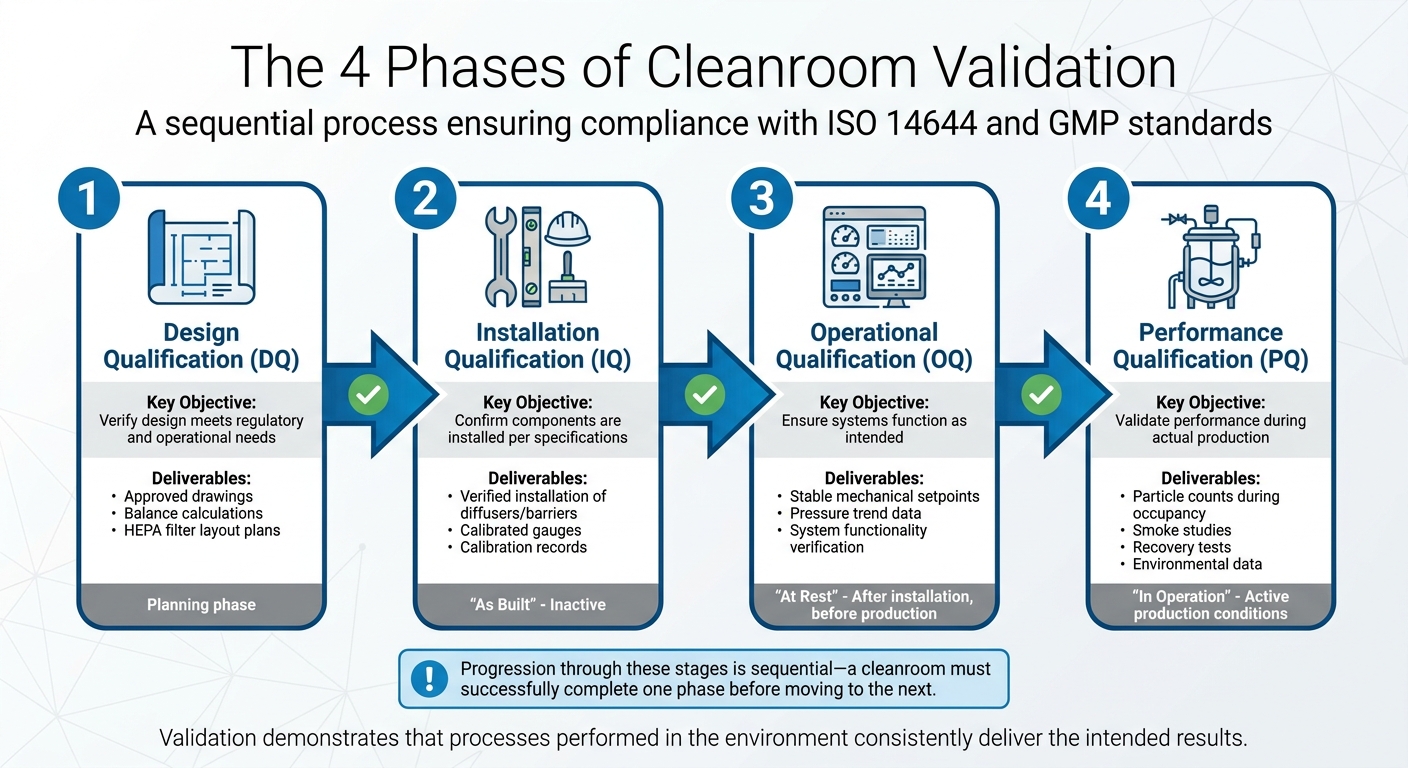
Cztery fazy walidacji pomieszczeń czystych dla produkcji mięsa hodowlanego
Walidacja pomieszczeń czystych to proces krok po kroku z czterema odrębnymi fazami, z których każda opiera się na poprzedniej. Przejście przez te etapy jest sekwencyjne - pomieszczenie czyste musi pomyślnie zakończyć jedną fazę, zanim przejdzie do następnej.Jak trafnie stwierdza Allied Cleanrooms:
"Walidacja to to, co odróżnia cleanroom, który wygląda na gotowy, od takiego, który faktycznie jest" [8].
Podczas gdy kwalifikacja zapewnia, że cleanroom i jego systemy są zainstalowane i działają zgodnie z projektem, walidacja idzie o krok dalej. Pokazuje, że procesy przeprowadzane w środowisku konsekwentnie dostarczają zamierzonych wyników [7]. Cztery etapy - Kwalifikacja Projektowa (DQ), Kwalifikacja Instalacyjna (IQ), Kwalifikacja Operacyjna (OQ) i Kwalifikacja Wydajnościowa (PQ) - są zaprojektowane, aby przygotować obiekty do zwalidowanych procesów produkcyjnych. Te etapy również stanowią podstawę dla rygorystycznych protokołów testowych.
| Faza Walidacji | Kluczowe Cele | Typowe Wyniki/Testy |
|---|---|---|
| Kwalifikacja Projektu (DQ) | Zweryfikuj, czy projekt spełnia wymagania regulacyjne i operacyjne. | Zatwierdzone rysunki, obliczenia bilansu, plany rozmieszczenia filtrów HEPA. |
| Kwalifikacja Instalacji (IQ) | Potwierdź, że komponenty są zainstalowane zgodnie ze specyfikacjami. | Zweryfikowana instalacja dyfuzorów/barier, skalibrowane wskaźniki. |
| Kwalifikacja Operacyjna (OQ) | Zapewnij, że systemy działają zgodnie z przeznaczeniem. | Stabilne nastawy mechaniczne, dane trendów ciśnienia. |
| Kwalifikacja Wydajności (PQ) | Walidacja wydajności podczas produkcji/zajętości. | Liczba cząstek, badania dymu, testy odzyskiwania, monitorowanie środowiska dane. |
Kwalifikacja Projektowa (DQ)
Faza Kwalifikacji Projektowej (DQ) zapewnia, że projekt czystego pomieszczenia jest zgodny z określonymi wymaganiami produkcji mięsa hodowlanego. Obejmuje to weryfikację, że dokumenty projektowe, takie jak obliczenia bilansu i układy filtrów HEPA, odzwierciedlają rzeczywiste potrzeby operacyjne. Każdy element projektu musi spełniać rygorystyczne kryteria akceptacji, często oparte na normach ISO 14644 lub wymaganiach określonych przez użytkownika [7].
Kwalifikacja Instalacyjna (IQ)
Kwalifikacja Instalacyjna (IQ) koncentruje się na weryfikacji stanu "jak zbudowano" czystego pomieszczenia w jego stanie nieaktywnym. Ta faza potwierdza, że dyfuzory, powroty i bariery odpowiadają specyfikacjom projektowym. Sprawdza również, czy monitory ciśnienia i wskaźniki są prawidłowo skalibrowane i w pełni operacyjne.Szczegółowa dokumentacja, w tym zapisy kalibracji i zmapowane lokalizacje testowe, jest kluczowa na tym etapie [7][8].
Kwalifikacja Operacyjna (OQ)
Kwalifikacja Operacyjna (OQ) testuje czystość pomieszczenia w stanie "spoczynku" - po instalacji, ale przed rozpoczęciem produkcji. Ta faza zapewnia, że systemy działają zgodnie z zamierzeniami, dokumentując stabilne punkty nastaw mechanicznych i spójne trendy ciśnienia. Jeśli wystąpią jakiekolwiek znaczące zmiany, takie jak przeniesienie sprzętu lub modyfikacja przepływu powietrza, wymagane jest ukierunkowane ponowne testowanie w celu utrzymania równowagi [7][8]. Po potwierdzeniu prawidłowego działania systemów, obiekt jest gotowy do walidacji wydajności w warunkach aktywnych.
Kwalifikacja Wydajności (PQ)
Ostatni etap, Kwalifikacja Wydajności (PQ), weryfikuje wydajność czystego pomieszczenia podczas rzeczywistych warunków produkcyjnych.Ten etap ocenia, czy obiekt spełnia cele wydajnościowe podczas użytkowania do produkcji mięsa hodowlanego. Kluczowe oceny obejmują liczenie cząstek podczas użytkowania, wizualizację przepływu powietrza (taką jak badania dymowe) wokół krytycznych obszarów oraz testy odzyskiwania, aby zmierzyć, jak szybko pomieszczenie wraca do wymaganej czystości po zakłóceniu. Przed rozpoczęciem PQ upewnij się, że punkty nastaw mechanicznych są stabilne, zarządzane za pomocą oprogramowania do kontroli bioprocesów, zidentyfikowane są krytyczne miejsca pobierania próbek, a zapisy czyszczenia potwierdzają zweryfikowane warunki [7].
Dla obiektów produkujących mięso hodowlane, zaleca się korzystanie z niezależnych agencji weryfikacyjnych. Ta bezstronna weryfikacja ma większe znaczenie dla regulatorów i audytorów. Allied Cleanrooms podkreśla:
"Regulatorzy i audytorzy przywiązują większą wagę do wyników pochodzących od zewnętrznej strony, która nie ma udziału w wyniku" [8].
To niezależne podejście jest szczególnie istotne dla obiektów ubiegających się o USDA grant inspekcji, który wymaga pomyślnego zakończenia FDA konsultacji przedrynkowej [5] [6].
Wymagane protokoły testowe dla walidacji pomieszczeń czystych
Po zakończeniu Kwalifikacji Projektu (DQ), Kwalifikacji Instalacji (IQ), Kwalifikacji Operacyjnej (OQ) i Kwalifikacji Wydajności (PQ), kolejnym krokiem jest dokładna seria testów w celu weryfikacji wydajności pomieszczenia czystego. Testy te zapewniają, że pomieszczenie czyste spełnia swoją klasyfikację ISO i jest odpowiednie do produkcji mięsa hodowlanego. Poniżej znajduje się przegląd kluczowych protokołów testowych.
Testy liczenia cząstek w powietrzu
Ten test mierzy liczbę cząstek w powietrzu, aby potwierdzić, że pomieszczenie czyste spełnia swoją klasyfikację ISO.Na przykład, czystość pomieszczenia ISO 5 nie powinna przekraczać 3 520 cząstek o wielkości 0,5 µm lub większych na metr sześcienny. Testowanie obejmuje użycie skalibrowanych liczników cząstek w wyznaczonych punktach pobierania próbek zarówno w warunkach "w spoczynku", jak i "w działaniu". Zgodnie z normą ISO 14644-2, testy stężenia cząstek powinny być przeprowadzane co sześć miesięcy dla klasyfikacji ISO 5 i bardziej rygorystycznych, a corocznie dla ISO 6 i wyższych [8].
Testy Integralności Filtrów HEPA
Te testy zapewniają, że filtry powietrza o wysokiej wydajności (HEPA) działają prawidłowo, bez wycieków lub wad. Podczas gdy testy liczby cząstek oceniają ogólną czystość pomieszczenia, testy integralności koncentrują się na samych filtrach. Wszelkie istotne zmiany, takie jak wymiana filtrów lub modyfikacje pomieszczenia, wymagają natychmiastowego ponownego testowania.Wiele obiektów decyduje się na zewnętrzne agencje do przeprowadzania tych testów, ponieważ niezależna weryfikacja jest często wysoko ceniona przez regulatorów [8].
Pomiary prędkości i objętości przepływu powietrza
Prawidłowy przepływ powietrza jest kluczowy dla utrzymania czystości. Przepływ powietrza w jednokierunkowych pomieszczeniach czystych powinien zazwyczaj wynosić 0,45 m/s ±20% (między 0,36 a 0,54 m/s). Pomiary są zazwyczaj wykonywane na wysokości roboczej - gdzie odbywają się wrażliwe operacje, takie jak inokulacja bioreaktora, w skalowalnych systemach bioreaktorów - lub 150 do 300 mm od powierzchni filtra. Norma ISO 14644-3:2005 określa, że liczba punktów pomiarowych powinna być równa pierwiastkowi kwadratowemu z 10 razy powierzchni pomieszczenia (w metrach kwadratowych), z minimum czterema odczytami i co najmniej jednym punktem na filtr.Badania dymu lub mapowanie wizualizacji przepływu powietrza mogą dodatkowo zweryfikować jednokierunkowy przepływ powietrza i wykryć obszary zastoju powietrza, znane jako "regiony zawirowań" [9] .
Kontrola różnicy ciśnień
Utrzymanie odpowiednich różnic ciśnień między strefami czystego pomieszczenia jest niezbędne, aby zapobiec zanieczyszczeniom. Czystsze strefy muszą utrzymywać dodatnie ciśnienie w stosunku do sąsiednich, mniej czystych obszarów. Kalibrowane manometry i czujniki są używane do dokumentowania i zapewnienia stabilnych różnic ciśnień.
Weryfikacja temperatury i wilgotności
Temperatura i poziom wilgotności w czystym pomieszczeniu muszą być starannie kontrolowane, aby wspierać produkcję mięsa hodowlanego. Te warunki wpływają na jakość produktu, a także na wydajność filtrów HEPA i innych systemów. Ciągłe monitorowanie pomaga zapewnić, że te parametry pozostają w wymaganych punktach nastawczych przez cały cykl produkcyjny.
Ciągłe monitorowanie i ponowna walidacja
Walidacja nie kończy się po wdrożeniu systemów. Ciągłe monitorowanie i okresowa ponowna walidacja są niezbędne, aby przeciwdziałać skutkom zużycia filtrów, degradacji systemów HVAC i zmian w procesach. Po osiągnięciu początkowej zgodności poprzez DQ, IQ, OQ i PQ, utrzymanie wydajności podczas aktywnej produkcji wymaga stałego nadzoru.
Programy monitorowania środowiska
Solidny program monitorowania środowiska śledzi liczbę cząstek w powietrzu, zanieczyszczenia mikrobiologiczne, temperaturę, wilgotność i różnice ciśnień zgodnie z określonym harmonogramem. Dla stref klasy A monitorowanie musi być ciągłe, podczas gdy strefy klasy B wymagają kontroli co 15–30 minut. Strefy klasy C i D mogą być monitorowane co godzinę lub na zmianę, w oparciu o oceny ryzyka [3][4].
Monitorowanie mikrobiologiczne łączy aktywne pobieranie próbek powietrza z płytkami sedymentacyjnymi. Zgodnie z wytycznymi GMP w Wielkiej Brytanii, płytki sedymentacyjne powinny być testowane co najmniej raz w tygodniu, podczas gdy liczenie cząstek nieożywionych powinno być przeprowadzane codziennie. Częstotliwość monitorowania powinna wzrosnąć po pracach konserwacyjnych [3][4]. Wszystkie dane powinny być rejestrowane w czasie rzeczywistym, z określonymi limitami alarmowymi. Na przykład, strefa klasy A może ustalić limit działania na poziomie 1 CFU/m³ dla cząstek żywych [1][2]. Analiza trendów w tych danych może pomóc w wczesnym zidentyfikowaniu potencjalnych problemów.
Zaawansowane narzędzia, takie jak zdalne liczniki cząstek laserowych, aktywne próbniki powietrza i rejestratory danych z alertami w czasie rzeczywistym, zapewniają ciągłe monitorowanie.Bezprzewodowe sieci czujników zapewniają całodobowy nadzór za pośrednictwem pulpitów nawigacyjnych, zmniejszając zależność od ręcznych kontroli [2][10]. Aby utrzymać dokładność, czujniki powinny przechodzić konserwację zapobiegawczą co sześć miesięcy.
Harmonogram ponownej walidacji
Ponowna walidacja zapewnia, że wydajność pomieszczeń czystych pozostaje w granicach wymaganych specyfikacji, nawet gdy sprzęt się starzeje, procesy ewoluują lub zmieniają się wymagania regulacyjne. Czynniki wyzwalające ponowną walidację obejmują duże zmiany, takie jak instalacja nowych bioreaktorów, modernizacja systemów HVAC lub zmiany układu obiektu. W przypadku zakładów produkujących mięso hodowlane, zmiany procesów - takie jak modyfikacje w formulacji pożywki - muszą być również uwzględnione w celu zarządzania ryzykiem zanieczyszczenia [1] [3].
Krytyczne parametry powinny być ponownie weryfikowane co roku, z półrocznymi kontrolami i natychmiastową ponowną weryfikacją po znaczących zmianach. Zgodnie z wytycznymi GMP MHRA, pomieszczenia czyste wysokiego ryzyka dla mięsa hodowanego powinny ponownie weryfikować swoją Kwalifikację Wydajności (PQ) co 12 miesięcy, obejmując wszystkie elementy IQ, OQ i PQ. Po modernizacji systemu HVAC, ponowne testy powinny odbyć się w ciągu 30 dni [4] [10]. Harmonogramy konserwacji zapobiegawczej powinny również być zgodne z audytami GMP [2][3].
W przypadku bieżących potrzeb weryfikacyjnych,
Standardy Zgodności dla Czystych Pomieszczeń w Produkcji Mięsa Hodowlanego
Po rozwiązaniu kwestii walidacji i protokołów testowych, ostatnią przeszkodą dla produkcji mięsa hodowlanego jest spełnienie standardów zgodności w celu uzyskania zatwierdzenia regulacyjnego. Czyste pomieszczenia używane w tym procesie muszą spełniać normy ISO 14644 dotyczące limitów cząstek i metod testowania, a także wytyczne Dobrej Praktyki Produkcyjnej (GMP) dotyczące kontroli zanieczyszczeń i walidacji. Przestrzegając tych ram, producenci mogą zapewnić, że ich obiekty spełniają rygorystyczne wymagania regulacyjne. Przyjrzyjmy się roli każdego standardu w zgodności czystych pomieszczeń.
ISO 14644 Normy dotyczące klasyfikacji pomieszczeń czystych
ISO 14644 określa klasyfikacje pomieszczeń czystych na podstawie stężenia cząstek unoszących się w powietrzu. Mierzy cząstki o rozmiarze ≥ 0,5 μm na metr sześcienny, z klasami od ISO 1 (najczystsza) do ISO 9. Dla produkcji mięsa hodowlanego najbardziej istotne są klasyfikacje od ISO 5 do ISO 8, które odpowiadają klasom GMP od A do D. Te normy koncentrują się na warunkach "w spoczynku" - gdy pomieszczenie czyste jest w pełni przygotowane, ale nieużywane.
Chociaż ISO 14644 ustanawia podstawy klasyfikacji pomieszczeń czystych, nie obejmuje walidacji podczas aktywnych operacji ani nie wymaga monitorowania mikrobiologicznego. W tym miejscu wchodzą w grę wytyczne GMP, dodając dodatkową warstwę zgodności dla obiektów produkujących mięso hodowlane.
Wymagania GMP dla mięsa hodowanego
W przeciwieństwie do standardów ISO, GMP wymaga walidacji zarówno w stanach "w spoczynku" (niezajęte), jak i "w trakcie pracy" (zajęte). Na przykład, pomieszczenie czyste klasy B dopuszcza do 3 520 cząstek ≥ 0,5 μm/m³ w stanie spoczynku, ale liczba ta wzrasta do 352 000 cząstek podczas pracy [12] .
GMP stosuje Strategię Kontroli Zanieczyszczeń (CCS), prowadzoną przez Zarządzanie Ryzykiem Jakości (QRM), aby zidentyfikować i zminimalizować ryzyko zanieczyszczeń. Wytyczne określają również wymagania dotyczące struktury i powierzchni, aby zapobiec gromadzeniu się cząstek i umożliwić skuteczne czyszczenie. Powierzchnie muszą być gładkie, wodoodporne i trwałe, a drzwi przesuwne są odradzane ze względu na trudności w czyszczeniu. Dodatkowo, zlewy i odpływy są zabronione w obszarach klasy A i B, aby uniknąć rezerwuarów mikrobiologicznych.
Ponieważ ludzie są odpowiedzialni za 75–80% cząstek wykrywanych podczas inspekcji w pomieszczeniach czystych [11], GMP narzuca rygorystyczne protokoły ubioru i ogranicza dostęp personelu podczas krytycznych faz Kwalifikacji Wydajności (PQ).
Dla produktów wymagających sterylnego obchodzenia się, walidacja GMP obejmuje symulacje procesów aseptycznych (napełnianie pożywką) w celu potwierdzenia, że proces produkcji może zapobiec zanieczyszczeniu mikrobiologicznemu. Monitorowanie środowiska jest kolejnym krytycznym aspektem, obejmującym zarówno cząstki nieożywione, jak i żywe mikroorganizmy. Strefy klasy A wymagają ciągłego monitorowania, podczas gdy obszary niższej klasy podlegają częstym kontrolom w celu utrzymania zgodności.
Używanie Cellbase do zasobów walidacji pomieszczeń czystych
Pozyskiwanie sprzętu do walidacji pomieszczeń czystych dla zakładów produkujących mięso hodowlane może być skomplikowanym procesem, głównie ze względu na specjalistyczne narzędzia monitorujące potrzebne do spełnienia norm ISO 14644 i GMP. Ogólne platformy dostaw laboratoryjnych często nie mają w ofercie tych niszowych produktów, co zmusza zespoły zaopatrzeniowe do składania rozwiązań z fragmentarycznych sieci dostawców. Wkracza
Dostęp do zweryfikowanego sprzętu i materiałów
Weźmy na przykład startup, który z powodzeniem skrócił czas walidacji, pozyskując sprzęt przez
Uproszczone zakupy dla potrzeb walidacji
Oprócz oferowania zweryfikowanego sprzętu,
Menedżerowie ds. zaopatrzenia zgłosili szybsze uzupełnianie zapasów niezbędnych narzędzi monitorujących, w tym liczników cząstek w czasie rzeczywistym i rejestratorów danych, które są kluczowe dla utrzymania skutecznych programów monitorowania środowiska i planowania ponownej walidacji zgodnie z wytycznymi GMP [18] . Dodatkowo,
Wniosek
Walidacja pomieszczeń czystych w produkcji mięsa hodowlanego to skrupulatny proces mający na celu zapewnienie, że obiekty spełniają limity cząstek ISO 14644 i standardy GMP przed rozpoczęciem operacji bioreaktorów. Dane mówią same za siebie: zwalidowane pomieszczenia czyste konsekwentnie osiągają 99,99% wskaźnik zapewnienia sterylności, a obiekty zgodne z ISO 14644 zgłaszają wskaźniki zanieczyszczeń poniżej 1%.W przeciwieństwie do tego, w środowiskach niezwalidowanych wskaźniki zanieczyszczeń sięgają nawet 15% - to wyraźna różnica, która podkreśla znaczenie właściwej walidacji[13] [14].
Jednak praca nie kończy się na początkowej walidacji. Utrzymanie wydajności pomieszczeń czystych jest równie ważne. Według ekspertów z Instytutu Technologii Pomieszczeń Czystych, niewystarczająca walidacja odpowiada za 40% niezgodności GMP w biopharmie. Dla mięsa hodowlanego stanowi to poważne ryzyko, ponieważ nawet pojedyncze zdarzenie zanieczyszczenia może zagrozić partiom produkcyjnym wartym dziesiątki tysięcy funtów, co podkreśla potrzebę wiarygodnej warstwy zaopatrzenia w celu zabezpieczenia wysokiej jakości surowców[13][14].
FAQ
Jaka jest różnica między kwalifikacją a walidacją w pomieszczeniu czystym?
Kwalifikacja i walidacja odgrywają różne, ale równie ważne role w utrzymaniu zgodności pomieszczenia czystego.
Kwalifikacja polega na zapewnieniu, że pomieszczenie czyste i jego systemy są prawidłowo zainstalowane i działają zgodnie z przeznaczeniem. Proces ten obejmuje kilka etapów, w tym Kwalifikację Projektową (DQ), Kwalifikację Instalacyjną (IQ), oraz Kwalifikację Operacyjną (OQ). Każdy krok potwierdza, że pomieszczenie czyste spełnia swoje specyfikacje projektowe i działa skutecznie.
Walidacja, z kolei koncentruje się na zdolności pomieszczenia czystego do konsekwentnego zapewniania wymaganego środowiska podczas rzeczywistej produkcji. Chodzi o zapewnienie długoterminowej niezawodności, bezpieczeństwa i zgodności z normami regulacyjnymi.
Jak wybrać odpowiednią klasę ISO/stopień GMP dla obszarów produkcji mięsa hodowlanego?
Wybór odpowiedniej klasy ISO lub stopnia GMP dla produkcji mięsa hodowlanego zależy od konkretnego etapu produkcji i związanych z nim ryzyk zanieczyszczenia.
- Klasa ISO 5: Najlepiej nadaje się do wczesnych etapów hodowli, gdzie utrzymanie sterylności jest kluczowe.
- Klasa ISO 6: Idealna do operacji bioreaktorów, równoważąc czystość z praktycznością.
- Klasa ISO 8: Odpowiednia do procesów zbioru i transferu, gdzie ryzyko zanieczyszczenia jest mniejsze.
Utrzymanie wyższych standardów czystości jest niezbędne w obszarach, gdzie nie można dopuścić do kompromisu w kwestii sterylności. Dodatkowo, właściwe kontrole środowiskowe są konieczne, aby spełnić wymagania regulacyjne.
Jakie zmiany wymagają natychmiastowej ponownej walidacji pomieszczenia czystego?
Kiedy zachodzą istotne zmiany - takie jak zmiany w układzie pomieszczenia czystego, dodanie nowego sprzętu lub aktualizacje systemów kontroli środowiska, które mogą wpłynąć na sterylność lub zgodność - konieczna staje się natychmiastowa ponowna walidacja. Takie zmiany mogą wpływać na krytyczne warunki, więc ponowna walidacja zapewnia, że wszystko nadal spełnia wymagania regulacyjne.










