

Si vous utilisez un bioréacteur en acier inoxydable réutilisable, la règle est simple : le CIP élimine les résidus, le SIP tue les microbes, et vous avez besoin des deux dans cet ordre.
Pour les ingénieurs en bioprocédés et les équipes de viande cultivée, cette distinction n'est pas théorique. Un récipient peut passer un rinçage final à TOC inférieur à 500 ppb et échouer encore à la stérilité. Ou il peut atteindre ≥121,1°C en SIP et contenir encore des résidus de NaOH, de protéines ou des résidus cuits dus à un mauvais nettoyage. Propre n'est pas synonyme de stérile.
Voici la version courte :
- CIP utilise la circulation chimique pour éliminer les protéines, lipides, résidus de milieu, débris cellulaires et tartre
- SIP utilise la vapeur saturée pour atteindre un objectif de stérilité, souvent SAL 10⁻⁶
- Le CIP doit venir en premier car les résidus peuvent protéger les microbes de la vapeur
- La validation du CIP vérifie les limites de résidus, la qualité du rinçage, la couverture de pulvérisation et la répétabilité
- La validation du SIP vérifie les points froids, F0, et l'élimination des indicateurs biologiques
- Dans l'article, je couvre également les étapes du cycle, les points de défaillance courants et un exemple de validation de 500 L avec TOC à 76–91 ppb et F0 à 32.1 minutes
CIP vs SIP dans les produits pharmaceutiques | Différence, processus et questions clés d'entretien 🧪
sbb-itb-ffee270
Comparaison rapide
| Critères | CIP | SIP |
|---|---|---|
| Travail principal | Nettoyer les surfaces en contact avec le produit | Stériliser le chemin de processus fermé |
| Élimine ou tue | Résidus et salissures | Microorganismes viables |
| Entrées typiques | NaOH, acide, eau purifiée, WFI | Vapeur saturée, air ou azote filtré stérilement |
| Température typique | 50°C–80°C | ≥121.1°C |
| Principaux contrôles | TOC, conductivité, propreté visuelle, couverture de riboflavine, bioburden | Sélection des capteurs pour la cartographie de la température, les points froids, les indicateurs biologiques, F0 |
| Mode de défaillance courant | Mauvaise couverture de pulvérisation, faible débit, coudes morts | Air piégé, accumulation de condensat, points froids |
| Lorsqu'il est utilisé | Après récolte, avant stérilisation | Après CIP, avant inoculation |
Donc, si vous vous demandez si le CIP ou le SIP est plus important, la réponse est simple : pour les bioréacteurs aseptiques réutilisables, l'un ne remplace pas l'autre. Comprendre ces défis d'échelle est crucial pour maintenir la stérilité à grande échelle.
Tableau comparatif CIP vs SIP
Principales différences en termes d'objectif, de méthode et de validation
CIP et SIP résolvent deux problèmes différents. CIP élimine les résidus. SIP tue les micro-organismes. Dans les bioréacteurs de viande cultivée, cette distinction est importante car un récipient peut sembler propre et échouer à la stérilité, ou réussir un test de stérilité tout en contenant encore des résidus de produit du dernier lot.
CIP est validé par rapport aux limites de résidus. SIP est validé par rapport aux objectifs de stérilité.
| Caractéristique | Nettoyage en place (CIP) | Stérilisation en place (SIP) |
|---|---|---|
| Objectif principal | Élimination des résidus organiques et inorganiques | Élimination des micro-organismes viables |
| Contaminants cibles | Protéines, lipides, débris cellulaires, milieux, dépôts minéraux | Bactéries, champignons, spores, virus |
| Méthode | Circulation chimique automatisée avec flux turbulent | Injection de vapeur saturée sous pression |
| Entrées typiques | NaOH (caustique), acide phosphorique, eau WFI/purifiée | Vapeur saturée; air stérile filtré ou azote |
| Plage de température du processus | 50°C–80°C (typiquement 65°C pour lavage caustique) [1] | ≥ 121.1°C [1] |
| Résultat validé | Visuellement propre ; COT ≤ 500 ppb ; conductivité ≤ 1.3 μS/cm [1] | Niveau d'assurance de stérilité (SAL) de 10⁻⁶ [1] |
| Étape de lot | Immédiatement après la récolte, avant la stérilisation | Après la fin du CIP, immédiatement avant l'inoculation |
| Focus de validation | Limites de résidus (MACO), couverture de pulvérisation de riboflavine, pureté de l'eau de rinçage | Cartographie des thermocouples (points froids), indicateurs biologiques, létalité F0 |
| Pertinence pour la viande cultivée | Empêche le transfert de résidus et la formation de biofilm entre les lots | Assure que les milieux de croissance coûteux (souvent nécessitant l'optimisation des milieux sans sérum) ne sont pas perdus à cause de la contamination |
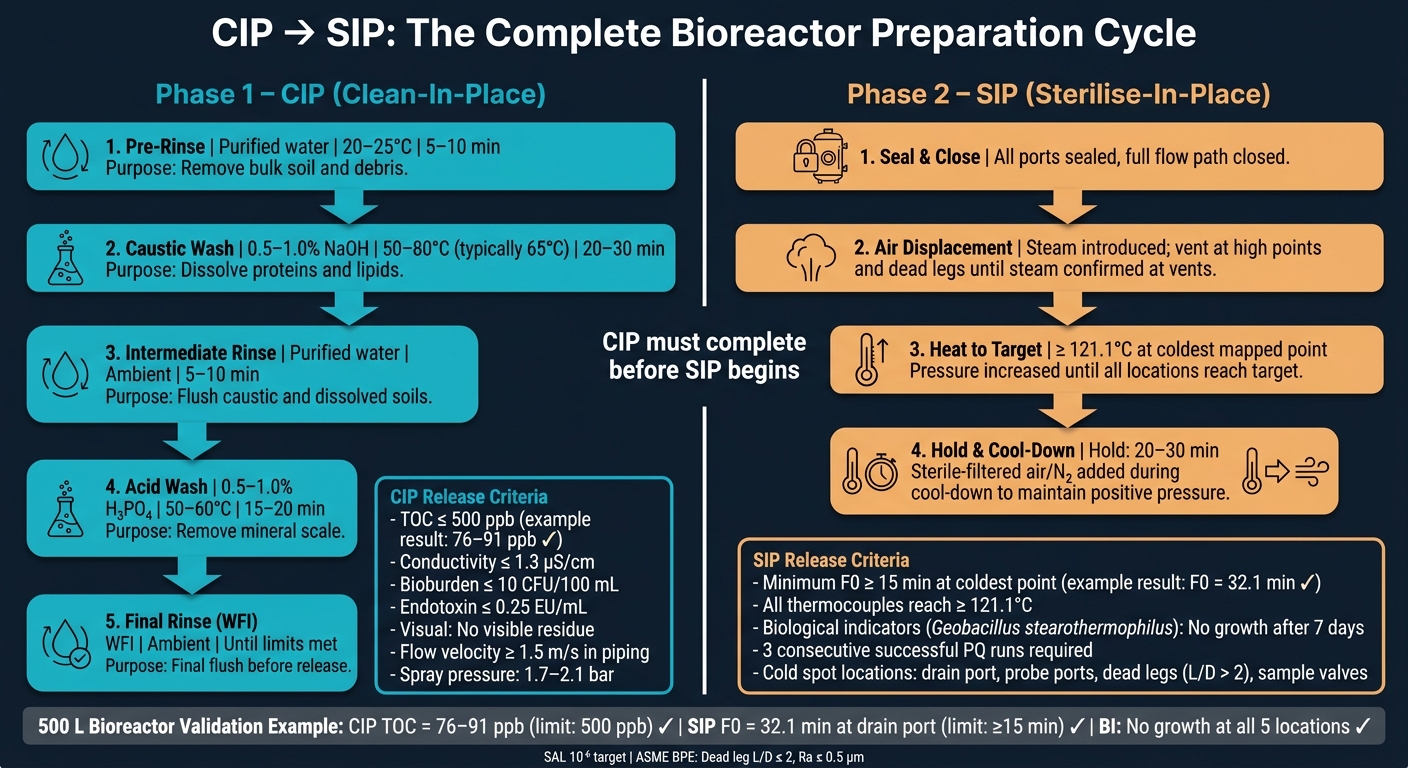
Un court exemple de validation rend la distinction claire.Dans un cycle CIP validé pour un bioréacteur en acier inoxydable de 500 L, le rinçage final à l'eau pour injection (WFI) a livré des niveaux de COT de 76–91 ppb, bien en dessous de la limite d'acceptation de 500 ppb. Le cycle SIP qui a suivi a atteint un F0 de 32,1 minutes au point le plus froid, et les indicateurs biologiques Geobacillus stearothermophilus n'ont montré aucune croissance après sept jours d'incubation [1] .
En termes simples, la validation CIP demande : chaque surface en contact avec le produit a-t-elle été nettoyée ? La validation SIP demande : la vapeur a-t-elle atteint chaque point froid suffisamment longtemps pour assurer la létalité ?
Les sections suivantes décomposent chaque cycle et ce que la validation vérifie réellement.
Comment le CIP fonctionne dans le nettoyage des bioréacteurs
CIP vs SIP : Nettoyage des bioréacteurs & Flux de travail de stérilisation
Après l'aperçu de la comparaison, le cycle de nettoyage lui-même est assez simple : dans les bioréacteurs de viande cultivée, le CIP élimine les salissures des surfaces en contact avec le produit avant la stérilisation. Il utilise une chimie par étapes car un seul lavage ne supprimera pas tous les types de salissures.
Étapes typiques du cycle CIP
Un cycle CIP standard en cinq étapes pour un bioréacteur en acier inoxydable se déroule comme suit [1]:
| Étape CIP | Chimie typique | Température | Durée | Objectif |
|---|---|---|---|---|
| Prérinçage | Eau purifiée | 20–25°C | 5–10 min | Enlever les salissures en vrac et les gros débris |
| Lavage caustique | 0,5–1,0% NaOH | 50–80°C | 20–30 min | Dissoudre les protéines et les lipides par hydrolyse et saponification |
| Rinçage intermédiaire | Eau purifiée | Ambiante | 5–10 min | Éliminer les agents de nettoyage caustiques et les salissures dissoutes |
| Lavage acide | 0,5–1.0 % H₃PO₄ | 50–60 °C | 15–20 min | Enlever les dépôts minéraux et inorganiques |
| Rinçage final | WFI | Ambiant | Jusqu'à ce que les limites de COT et de conductivité soient atteintes | Rinçage final avant la libération |
Le lavage caustique fait la majeure partie du travail. L'hydroxyde de sodium à 65 °C est environ deux fois plus efficace pour éliminer les souillures protéiques que la même solution à 40 °C [1]. Mais il y a une limite. Au-dessus de 80 °C, les protéines peuvent se dénaturer et adhérer à la surface, ce qui les rend plus difficiles à enlever [1].
La chimie seule ne suffit pas. L'action mécanique est tout aussi importante. Dans les tuyauteries de procédé, la vitesse d'écoulement doit atteindre ≥ 1,5 m/s pour créer le flux turbulent nécessaire pour déloger les souillures adhérentes [1]. À l'intérieur du récipient, les dispositifs de pulvérisation fonctionnent à 1,7–2,1 bar (25–30 psi) pour couvrir la plaque supérieure, les joints de l'agitateur, les déflecteurs et les logements des sondes [1]. Les zones derrière les sondes de pH et d'oxygène dissous sont des zones courantes non couvertes, où la couverture de pulvérisation peut être incohérente [1].
Ce point revient sans cesse dans la pratique : la couverture, pas seulement la chimie, décide si le NEP passe. Une étude sur un bioréacteur de 500 L a trouvé une zone d'ombre derrière la sonde d'oxygène dissous. Déplacer la boule de pulvérisation de 5 cm a comblé l'écart, et trois essais PQ ultérieurs ont réussi [1].
Que vérifie la validation du NEP
La validation du NEP confirme que chaque surface en contact avec le produit a été nettoyée jusqu'à une limite de résidu définie et que le résultat peut être reproduit sur plusieurs lots.
Les critères d'acceptation standard sont:
- Inspection visuelle: aucun résidu visible
- COT (eau de rinçage): ≤ 500 ppb [1]
- Conductivité: ≤ 1.3 μS/cm à 25°C [1]
- Charge microbienne: ≤ 10 UFC/100 mL [1]
- Endotoxine: ≤ 0.25 UE/mL [1]
Le test de riboflavine vérifie la couverture de pulvérisation. Une solution de 100–200 ppm est circulée puis inspectée sous lumière UV à 365 nm pour montrer les zones que le motif de pulvérisation manque [1]. La géométrie compte également au niveau du matériel. Les normes ASME BPE exigent des rapports de culot mort de L/D ≤ 2 et une rugosité de surface de Ra ≤ 0.5 μm pour réduire l'emprisonnement du sol dans les tuyaux et raccords [1]. PQ nécessite généralement trois essais consécutifs réussis en dessous du MACO, la limite de report basée sur le HBEL du produit précédent et la surface partagée [1]. Une fois que les critères de libération CIP sont remplis, le récipient passe à SIP.
Comment fonctionne le SIP dans la stérilisation des bioréacteurs
Après un CIP validé, le SIP stérilise le chemin de processus fermé avec de la vapeur saturée. L'objectif est un niveau d'assurance de stérilité (SAL) de 10⁻⁶. En termes simples, cela signifie moins d'une chance sur un million qu'un micro-organisme survive quelque part dans le chemin de processus [1][3].
Cela ne fonctionne que si le système est déjà propre. Les résidus de sol peuvent protéger les microbes de la vapeur, ce qui est un mode de défaillance courant en pratique. Et si vous appliquez de la vapeur à haute température sur des surfaces sales, vous pouvez cuire de la matière organique sur l'acier. Cela peut laisser derrière un biofilm tenace qui est plus difficile à enlever lors des cycles de nettoyage ultérieurs [1].
Étapes typiques du cycle SIP
Tout d'abord, tous les ports sont scellés et le chemin d'écoulement complet est fermé. La vapeur est ensuite introduite pour évacuer l'air du système. Cette partie est plus importante qu'on ne le pense parfois : l'air piégé crée des points froids, donc les opérateurs continuent de ventiler aux points hauts et aux culs-de-sac jusqu'à ce que les drains de condensat montrent de la vapeur aux évents [1].
Une fois l'air évacué, la pression de la vapeur est augmentée jusqu'à ce que le point le plus froid cartographié atteigne au moins 121,1°C, ce qui est la cible standard pour la stérilisation à la vapeur saturée [1][2]. Le système est ensuite maintenu à cette température pendant une période validée, souvent 20 à 30 minutes. Pendant le maintien, les purgeurs de vapeur éliminent continuellement le condensat. Si le condensat s'accumule, la température locale peut chuter de 5–15°C, et cela peut suffire à perdre la stérilité à cet endroit [1].
Le refroidissement est contrôlé, et non laissé à se produire de lui-même. À mesure que la vapeur se condense, la pression du système diminue. Pour éviter l'entrée d'air ambiant non stérile, de l'air filtré stérile ou de l'azote est ajouté pour maintenir le système sous pression positive [1].
Une bonne étude de cas provient d'un bioreacteur en acier inoxydable de 500 L. Dans ce système, un cycle SIP à 125°C a atteint le point où tous les emplacements cartographiés avaient atteint 121,1°C après 18 minutes . Cela a été suivi par un maintien de 30 minutes .La valeur minimale F0 au point le plus froid, qui était le port de vidange, était de 32,1 minutes . Les indicateurs biologiques placés à cinq endroits n'ont montré aucune croissance après sept jours d'incubation [1].
Quels contrôles de validation SIP
La validation SIP se résume à une question simple : chaque point du chemin de processus a-t-il reçu suffisamment de chaleur létale ?
Le principal indicateur est F0, ce qui signifie les minutes équivalentes cumulatives d'exposition à 121,1°C. L'objectif accepté dans l'industrie est un minimum F0 de 15 minutes au point le plus froid [1] [3].
Les points froids déterminent le risque, donc la cartographie de la température se concentre sur ces zones. Les thermocouples sont généralement placés aux drains de condensat, aux ports de sonde, aux vannes d'échantillonnage et aux coudes morts avec un rapport L/D supérieur à 2 [1].
| Emplacement | Niveau de risque | ΔT typique par rapport à l'alimentation | BI requis ? |
|---|---|---|---|
| Port de vidange / vanne inférieure | Élevé | 3–8°C | Oui |
| Ports de sonde (pH, DO) | Moyen | 1–4°C | Oui |
| Coudes morts (L/D > 2) | Élevé | 5–15°C | Oui |
| Vanne d'échantillonnage | Moyen | 2–5°C | Oui |
Les indicateurs biologiques apportent une preuve directe de l'élimination microbienne.Dans le travail SIP, on utilise généralement des spores de Geobacillus stearothermophilus car elles sont très résistantes à la chaleur. Leur valeur D121 est de 1,5 à 2,0 minutes , et la validation applique une approche 12D overkill pour réduire une population de spores de 10⁶ à 10⁻⁶ [1].
Pour la qualification de performance, le cycle doit réussir trois exécutions consécutives réussies avec des indicateurs biologiques placés à tous les emplacements cartographiés avant de pouvoir être libéré pour une utilisation de routine [1].
Le SIP est validé par la cartographie de la température et les indicateurs biologiques. La section suivante montre quand les systèmes de viande cultivée ont besoin de CIP, de SIP ou des deux.
Pourquoi les deux sont importants pour la production de viande cultivée
Dans la production de viande cultivée, la contamination n'est pas un simple contretemps. C'est un échec de processus qui peut arrêter un lot complètement. Un événement de contamination peut anéantir le média, le produit et le temps de production. C'est pourquoi le CIP et le SIP nécessitent une validation séparée.
Le CIP élimine les résidus. Le SIP détruit tous les micro-organismes restants. Dans les bioréacteurs en acier inoxydable réutilisables, ces deux étapes se trouvent sur le même chemin de libération, mais elles accomplissent des tâches différentes.
La cohérence des lots dépend de la répétabilité des deux processus. Si le CIP est incohérent, l'accumulation de résidus peut varier d'un cycle à l'autre et modifier les conditions de surface. Si le SIP est incohérent, la stérilité ne peut être garantie, ce qui augmente le risque de contamination dans la culture.
Quand un processus nécessite le CIP, le SIP ou les deux
Pour les bioréacteurs en acier inoxydable réutilisables, le CIP et le SIP sont nécessaires avant chaque lot. CIP élimine les résidus, puis SIP assure le niveau d'assurance de stérilité de 10⁻⁶ requis pour le biotraitement aseptique [1] [3].
SIP seul est rare. Il ne convient que dans les cas où l'équipement est déjà propre mais nécessite encore une stérilisation. CIP seul fonctionne pour les étapes de processus non stériles, mais il ne peut pas remplacer SIP là où la stérilité est requise [3].
La conception de l'équipement compte aussi. Les directives ASME BPE fixent un rapport de culot mort de L/D ≤ 2 et une rugosité de surface de Ra ≤ 0,5 μm pour aider le nettoyage et la pénétration de la vapeur à fonctionner comme prévu [1].
Conclusion : le nettoyage et la stérilisation résolvent des problèmes différents
La règle pratique est simple : nettoyer d'abord, stériliser ensuite.
CIP et SIP fonctionnent ensemble, mais ils ne sont pas interchangeables.CIP élimine les résidus jusqu'aux limites chimiques et microbiologiques validées. SIP détruit les micro-organismes viables jusqu'à un niveau d'assurance de stérilité défini. Dans le biotraitement de la viande cultivée en conditions aseptiques, les deux sont nécessaires, et l'ordre ne change pas : CIP vient toujours en premier [1] [3]. Un récipient doit prendre en charge à la fois le CIP validé et le SIP validé.
FAQs
Le SIP peut-il remplacer le CIP ?
Non. SIP ne peut pas remplacer CIP car les deux processus effectuent des tâches différentes, et CIP doit venir en premier.
CIP élimine les résidus physiques tels que les milieux de culture et les débris cellulaires des surfaces du bioréacteur. SIP utilise ensuite de la vapeur saturée pour éliminer les micro-organismes. Si CIP est omis, des résidus peuvent rester et se calciner pendant la stérilisation, ce qui augmente le risque de contamination.
Que signifie F0 dans SIP ?
Dans les systèmes de stérilisation en place (SIP), F0 est le temps total équivalent, en minutes, à une température de référence de 121,1 °C.
Lors de la validation, les ingénieurs l'utilisent pour vérifier que le point le plus froid du bioréacteur ou de la tuyauterie a reçu suffisamment de chaleur pour l'inactivation microbienne.
Dans la production de viande cultivée, la validation nécessite généralement un F0 d'au moins 15 minutes.
Pourquoi les points froids sont-ils importants ?
Les points froids sont importants car ce sont les endroits les plus difficiles à chauffer lors de la stérilisation en place (SIP). Lors de la validation, ces points doivent être maintenus à 121,1 °C pendant un temps défini afin que tous les micro-organismes viables soient tués.
Si un point froid n'atteint pas la température cible, il peut abriter des contaminants et mettre en danger tout un lot de viande cultivée.









