

If you scale animal cell culture from pilot to commercial volume without fixing mass transfer, waste control, sterility, and uptime first, your cost per kilogram can go up, not down.
For bioprocess engineers and cultivated meat teams, the cost problem is simple: larger bioreactors are harder to oxygenate, cool, mix, and keep sterile, while animal cells stay shear-sensitive and slow-growing. In practice, that means more spend on media, stainless steel systems, sensors, utilities, labour, and failed batches. The article also points to hard biological limits, including ammonia inhibition at 2–10 mM, batch losses in 20 m³ vessels that can wipe out 2–3 tonnes of product, and the gap between about 7.0 g/L and 110 g/L depending on cell performance and process set-up.
Here’s the short version:
- Bigger vessels do not guarantee lower unit cost
- Oxygen transfer and CO₂ stripping get harder as volume grows
- Ammonia and lactate build-up can cut output before vessel capacity is used
- Slow doubling times add more exposure to contamination, downtime, and drift
- Commercial plants need more than a vessel: CIP/SIP, aseptic piping, 316L stainless steel, probes, cooling, oxygen supply, steam, water, and HVAC
- Perfusion and tighter control can lift output per installed m³, but they also add hardware and control load
- TEA must reflect plant limits early, or capex plans can drift away from what the biology can support
- Procurement only works when it follows process data, not forecast volume alone
I see the main point like this: scale-up is not a multiplication exercise. It is a cost and risk reset. If the process window is weak at pilot scale, a larger reactor just makes the weakness more expensive.
Scale up challenges in bioreactors
sbb-itb-ffee270
Why bioreactor costs increase at commercial scale
Those limits push plants towards more complex equipment, tighter process control, and higher running costs. The reason is pretty simple: large vessels are harder to mix, cool, and keep sterile.
Balancing mass transfer, mixing, shear, and heat removal at larger volumes
At larger working volumes, operators have less room to manoeuvre. Agitation has to stay gentle enough to avoid cell damage. Sparging also needs to stay low to reduce bubble damage, and that puts oxygen transfer under tighter pressure [1].
That trade-off shows up fast in day-to-day operation. If you back off mixing and gas flow to protect the cells, oxygen delivery gets harder. On top of that, CO2 stripping can become a practical ceiling on cell density, which means extra gas-handling capacity is often needed [1]. If that ceiling is pushed too far, growth drops. Even staying within the limit can still mean adding oxygen-enrichment and gas-separation systems.
Heat removal gets tougher as reactor volume goes up. In many cases, that means adding internal cooling coils or external heat exchangers [1]. None of this stays confined to the vessel itself. It feeds straight into media use, equipment specification, and plant overhead.
Contamination control and process consistency demand more infrastructure
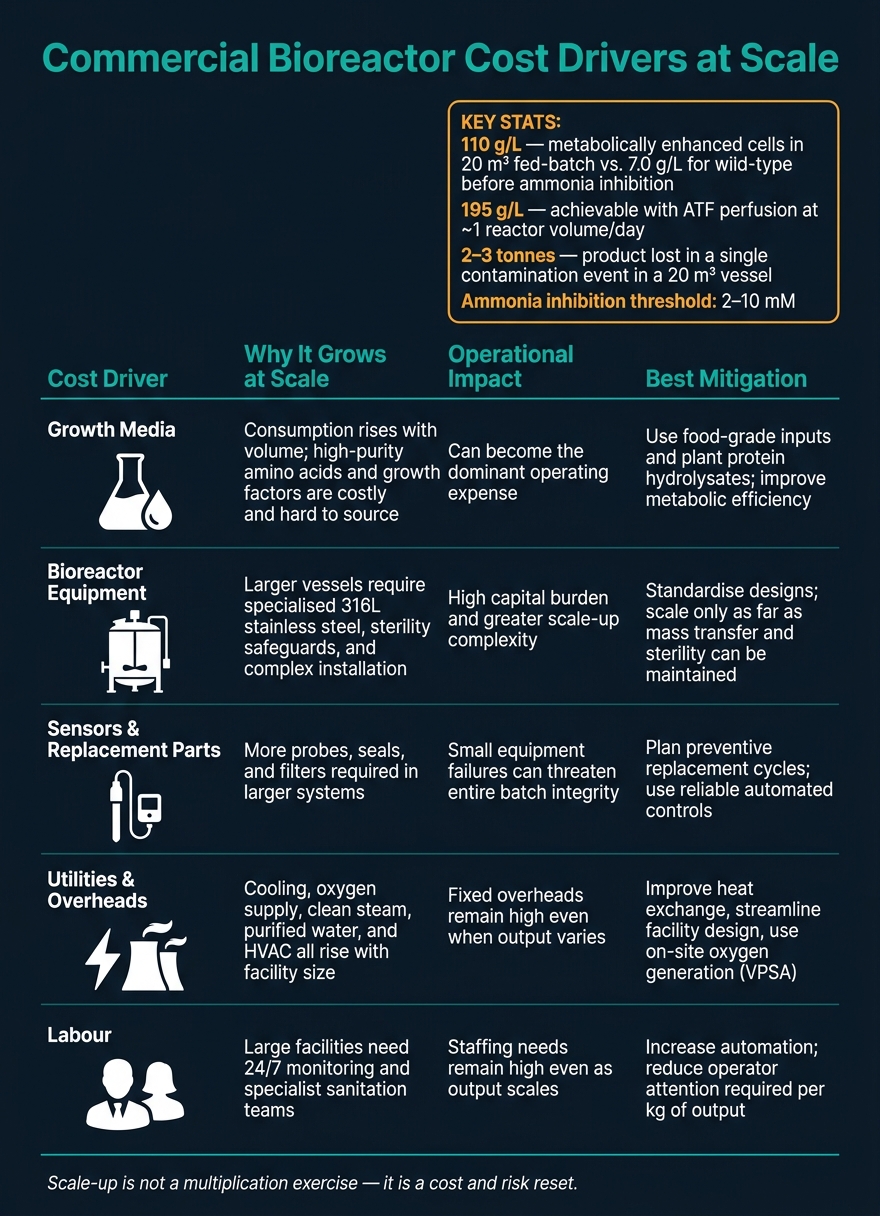
Large batches do not just make more product. They also make each failure much more expensive. A contamination event in a 20 m³ bioreactor can wipe out 2–3 tonnes of product, along with all of the costly media components in that batch [1].
That risk drives a heavier infrastructure burden. Commercial systems need ASME BPE-compliant stainless steel, aseptic piping, sterile seals, and automated CIP/SIP [1]. Process monitoring also has to be much tighter. Dissolved oxygen, pH, ammonia, and lactate all need close attention, because gradients that may be manageable in a small vessel can trigger vessel-wide metabolic shifts at commercial scale [1] [3].
How scale magnifies downtime, batch failure, and maintenance exposure
Slow growth changes the economics of downtime. If production takes time, any outage eats into a large part of the batch window [1]. At commercial scale, one lost day is not a small operational hiccup. It means lost output while fixed costs keep ticking along.
Sensor reliability also moves from “useful” to economically critical. Automated feedback for pH and dissolved oxygen is not just there to make the system easier to run. It is part of how operators spot inhibitory build-up before a batch has to be abandoned. Once ammonia or CO2 reaches inhibitory levels, terminating the batch can cost less than carrying a culture that has already slowed down [1].
Maintenance adds another fixed burden. Larger sterility-critical systems need more preventive maintenance and more validation work, which pushes costs up further [1].
These constraints feed straight into higher opex and a more complex plant design. In practice, they show up in the main cost buckets: media, equipment, utilities, and labour.
The main cost drivers in commercial bioreactor operations
Commercial Bioreactor Cost Drivers: Scale-Up Challenges & Mitigations
At commercial scale, costs usually land in three broad buckets: media, equipment, and day-to-day operations.
Growth media and critical inputs
Media is often where cost pressure shows up first. Glucose is usually manageable on cost, but amino acids and growth factors are a different story. That’s why many teams look at food-grade inputs and plant protein hydrolysates to replace part of the high-purity component stack.
But this isn’t a straight swap. Hydrolysate composition can shift from batch to batch, and the enzyme used during processing adds one more variable to manage on the plant floor. Even with those trade-offs, the direction is pretty clear: bulk, food-grade sourcing is a practical requirement if commercial production is the goal.
Metabolic inhibition makes the picture harder. As cell density increases, ammonia and lactate build up. When that happens, output can drop before the vessel is even fully used. Perfusion filtration can help by removing these inhibitors on a continuous basis, but it also means more hardware, more control points, and more work to run the system well.
Once teams get a handle on input costs, equipment and facility systems tend to become the next major drag on cost.
Bioreactor equipment, sensors, and replacement parts
The vessel itself is only one part of the capital load. At scale, piping, electrics, instrumentation, and installation often cost more than people first expect. On top of that, you still need stainless steel systems, electropolishing, and CIP/SIP capability to maintain sterility.
Selecting sensors matters even more at this stage. If a dissolved oxygen probe fails, or a pH sensor starts to drift during a large-volume run, you may not spot the issue until batch quality is already compromised. In the worst case, the whole batch is gone. That’s why probes, seals, and filter housings need planned replacement cycles instead of last-minute fixes.
Facility overheads, utilities, and labour-intensive operations
Utilities scale with the biology. Animal cells generate metabolic heat, so large systems need strong cooling capacity. Large-scale sites also often need on-site oxygen generation through vacuum pressure-swing adsorption to support sparging demand. Add clean steam for sterilisation, purified water systems, and high-capacity HVAC, and you end up with fixed overhead that stays high even when a batch underperforms.
Labour is also hard to cut unless automation does more of the work. Large facilities need 24/7 monitoring, plus specialist teams for sanitation and harvest.
The table below shows how each cost driver changes at scale and where mitigation work usually has the best payoff.
| Cost driver | Why it grows at scale | Typical operational impact | Most relevant mitigation approach |
|---|---|---|---|
| Growth media | Consumption rises with production volume; high-purity amino acids and growth factors are difficult to source | Can become the dominant operating expense | Use food-grade inputs and plant protein hydrolysates where possible; improve metabolic efficiency |
| Bioreactor equipment | Larger vessels need specialised stainless steel, sterility safeguards, and more complex installation | High capital burden and greater scale-up complexity | Standardise designs and scale only as far as mass transfer and sterility can be maintained |
| Sensors and replacement parts | More probes, seals, and filters are required in larger systems | Small equipment failures can threaten batch integrity | Plan preventive replacement cycles and use reliable automated controls |
| Utilities and overheads | Cooling, oxygen supply, steam, water, and HVAC all rise with facility size | Ongoing fixed overheads can remain high even when output varies | Improve heat exchange, streamline facility design, and use on-site oxygen generation where appropriate |
| Labour | Larger facilities need round-the-clock monitoring and specialist sanitation | Staffing needs remain high even as output scales | Increase automation and reduce operator attention per kilogram of output |
Procurement teams can use Cellbase to source specialised bioreactor equipment, sensors and materials.
How to reduce the cost burden of scale-up
Engineering changes that improve output per unit of installed capacity
The fastest way to cut opex is simple: get more output from the same installed capacity.
In large stirred-tank bioreactors, three levers matter most: cell density, perfusion, and process control. Metabolically enhanced cell lines can reach 110 g/L in a 20 m³ fed-batch bioreactor, compared with 7.0 g/L for wild-type cells before ammonia inhibition starts to bite [1].
Perfusion can push that much further. Using cell retention devices such as alternating tangential-flow (ATF) filters, steady-state cell densities can reach 195 g/L at about one reactor volume per day [1]. That changes the economics fast, because the vessel footprint stays the same while output climbs.
Process control matters just as much. Feedback control of glucose and pH helps limit lactate and ammonia build-up, which extends the viable window of each production run [1]. Put bluntly, a bigger vessel will not fix a weak operating window. Lock the operating window before committing to a larger vessel.
Operational planning to cut downtime and contamination risk
Higher output on paper means little if the process cannot run cleanly from batch to batch.
Validated CIP/SIP, aseptic piping, and routine sensor calibration follow best practices for media sterility and help hold batch loss down. This is where scale-up often gets painfully practical. A process may look fine in development, then lose money at plant scale because downtime, contamination events, or drift in sensor readings eat into run time.
If catabolite inhibition builds during a run and growth rates fall, it is often cheaper to stop the batch and restart at an uninhibited growth rate than to keep a declining run going [1]. That call depends on real-time process data. Operators need a clear view of what is happening inside the vessel, not a delayed or partial one.
Procurement discipline and supplier access for specialised equipment and materials
Once the process window is fixed, procurement needs to support it, not get ahead of it.
One common scale-up mistake is overbuilding before the process assumptions are proven. A techno-economic analysis before full deployment helps define the growth yield and density that each reactor size can support [2]. That lets teams stage capacity around validated process data instead of expected production targets.
At that point, sourcing discipline matters. Use Cellbase to find verified suppliers of bioreactors, growth media, sensors, and scaffolds. The point is not just to buy parts. It is to keep expansion tied to process data rather than forecast-driven optimism.
What a workable commercial cost model requires
The role of techno-economic modelling before full deployment
Those operating constraints matter only if the cost model actually reflects them. Put plainly, a commercial cost model is only as sound as the assumptions underneath it. Before any team commits capital, it needs to pressure-test the variables that drive unit economics: media intensity, bioreactor utilisation, utility demand, maintenance load, and contamination risk.
That is where techno-economic analysis, or TEA, comes in. TEA should assess biological limits, utility demand, and downtime together. The point is to turn those constraints into investment decisions, not leave them buried in engineering notes.
Facility overhead has to be in the model from day one as well. Maintenance, insurance, and other fixed overheads add up fast. So do labour costs, capital charge factors, and utility demand for cooling at high cell densities. If these inputs are not modelled before construction, the business case will almost always overstate output and understate overheads.
Once the model reflects plant reality, procurement needs to match it.
Key takeaways for commercial decision-making
The main cost drivers are growth media, equipment, facilities, and operating efficiency - and scale makes each one harder to manage. Engineering limits around oxygen transfer, CO₂ stripping, and mixing do not disappear at larger volumes. They get tighter. Sterility infrastructure, including 316L stainless steel, electropolishing, and automated CIP/SIP systems, adds major capital cost [1].
The strongest cost-control approach brings together three parts:
- optimising processes and addressing scale-up challenges
- careful capacity expansion
- dependable sourcing of specialised inputs
Scale-up works only when the model matches process reality and procurement follows the process data.
FAQs
Why doesn’t a bigger bioreactor always lower unit cost?
Scaling up can introduce new inefficiencies. In larger bioreactors, it becomes harder to hold tight control over process conditions. Active aeration may also be required, which can push up energy use and increase the risk of shear stress damage.
Larger systems can also run into poorer mixing, mass-transfer limits, batch-to-batch variability, and higher contamination risk. So unit cost depends less on scale alone and more on media costs, cell physiology, and reliable process control.
What usually limits output first at commercial scale?
At commercial scale, output is usually limited first by how far you can scale the bulk cell production process. Animal cells grow more slowly than microbial cells, so early production volumes can hit a ceiling sooner than many teams would like.
Large-scale systems also run into mass-transfer limits. In practice, gas sparging and agitation have to be balanced with care. Push too hard on oxygen transfer, and you increase shear. Back off too much, and the cells may not get what they need. That trade-off matters even more with delicate animal cells, which are far less tolerant of hydrodynamic stress than microbes.
When should TEA guide scale-up decisions?
TEA should guide scale-up decisions when teams design and build large-scale bioreactor systems, where costs are high and predictive modelling is needed to test economic viability.
It helps teams assess facility designs, bioreactor working volumes, and cost-saving measures before major capital spend. It also lets them compare production scenarios and operating strategies, so they can balance energy use with process requirements.









