

La validation des salles blanches garantit que les environnements de production respectent des normes strictes de contamination, essentielles pour la production de viande cultivée. C'est une étape cruciale lors de l'extension des processus de viande cultivée. Une validation appropriée prévient les risques de contamination, protège la qualité du produit et se conforme aux réglementations telles que ISO 14644 et les BPF. Le processus implique quatre phases clés :
- Qualification de la conception (DQ) : Confirme que la conception de la salle blanche répond aux besoins opérationnels et réglementaires.
- Qualification de l'installation (IQ) : Vérifie que les composants sont installés correctement et correspondent aux spécifications.
- Qualification opérationnelle (OQ) : Teste les systèmes à l'état inactif pour s'assurer qu'ils fonctionnent comme prévu.
- Qualification de performance (PQ) : Évalue la performance de la salle blanche pendant la production réelle.
Les protocoles de test, y compris les comptages de particules, les vérifications de l'intégrité des filtres HEPA et les mesures de flux d'air, sont essentiels pour maintenir la conformité. La surveillance continue et la revalidation périodique aident à maintenir la performance de la salle blanche au fil du temps. Le respect de ces étapes garantit que les risques de contamination sont minimisés, protégeant à la fois la cohérence du produit et l'approbation réglementaire.
Validation de salle blanche de l'URS au PQ
sbb-itb-ffee270
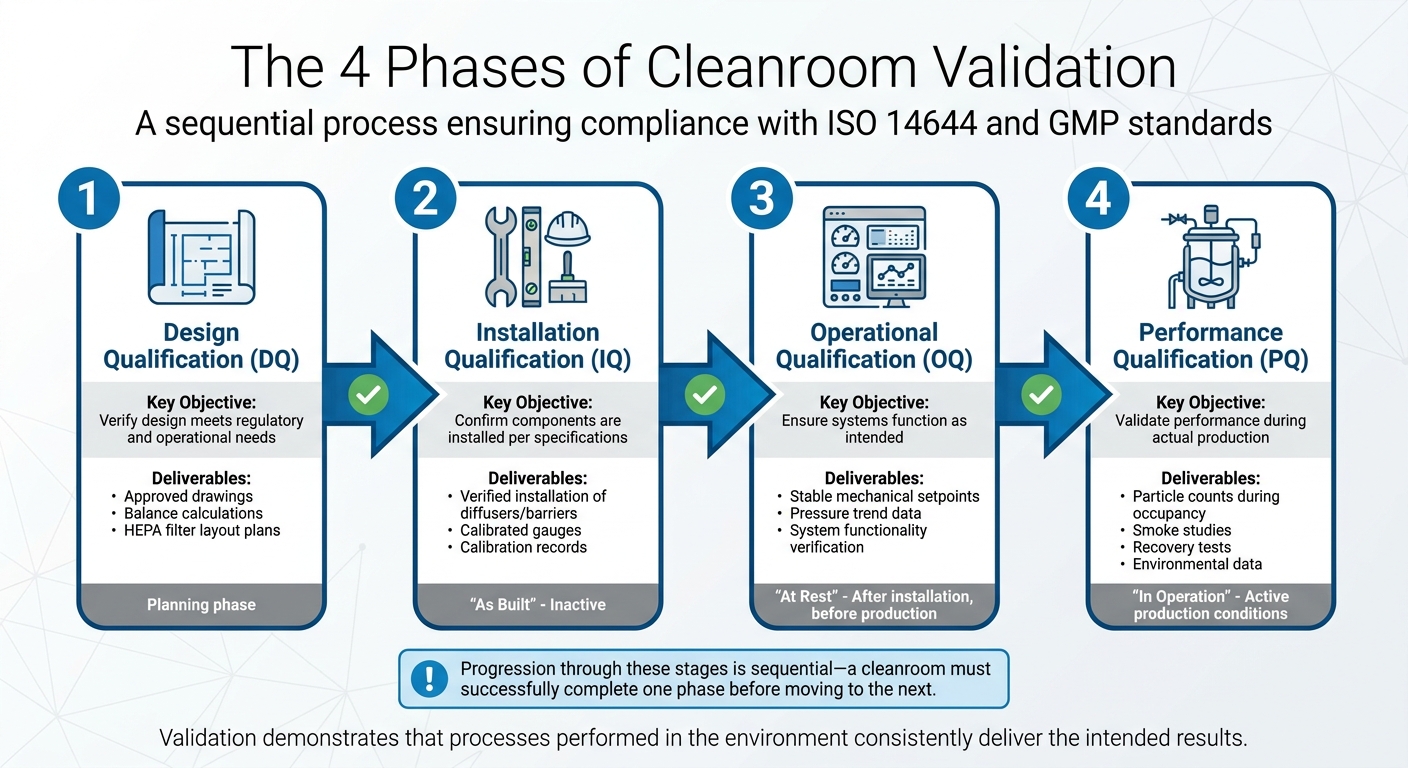
Les 4 phases de la validation de salle blanche
4 phases de validation de salle blanche pour la production de viande cultivée
La validation de salle blanche est un processus étape par étape avec quatre phases distinctes, chacune s'appuyant sur la précédente. La progression à travers ces étapes est séquentielle - une salle blanche doit réussir une phase avant de passer à la suivante.Comme le déclare à juste titre Allied Cleanrooms:
"La validation est ce qui distingue une salle blanche qui semble prête de celle qui l'est réellement" [8].
Alors que la qualification garantit que la salle blanche et ses systèmes sont installés et fonctionnent comme prévu, la validation va plus loin. Elle démontre que les processus effectués dans l'environnement délivrent constamment les résultats escomptés [7]. Les quatre étapes - Qualification de Conception (DQ), Qualification d'Installation (IQ), Qualification Opérationnelle (OQ) et Qualification de Performance (PQ) - sont conçues pour préparer les installations à des processus de production validés. Ces étapes posent également les bases de protocoles de test rigoureux.
| Phase de Validation | Objectifs Clés | Livrables/Tests Typiques |
|---|---|---|
| Qualification de Conception (DQ) | Vérifier que la conception répond aux besoins réglementaires et opérationnels. | Dessins approuvés, calculs d'équilibre, plans de disposition des filtres HEPA. |
| Qualification d'Installation (IQ) | Confirmer que les composants sont installés selon les spécifications. | Installation vérifiée des diffuseurs/barrières, jauges calibrées. |
| Qualification Opérationnelle (OQ) | Assurer que les systèmes fonctionnent comme prévu. | Points de consigne mécaniques stables, données de tendance de pression. |
| Qualification de Performance (PQ) | Valider la performance pendant la production/l'occupation. | Comptage de particules, études de fumée, tests de récupération, surveillance environnementale données. |
Qualification de Conception (DQ)
La phase de Qualification de Conception (DQ) garantit que la conception de la salle blanche est conforme aux exigences spécifiques de la production de viande cultivée. Cela implique de vérifier que les documents de conception, tels que les calculs d'équilibre et les dispositions des filtres HEPA, reflètent les besoins opérationnels réels. Chaque élément de conception doit répondre à des critères d'acceptation stricts, souvent basés sur les normes ISO 14644 ou des exigences définies par l'utilisateur [7].
Qualification d'Installation (IQ)
La Qualification d'Installation (IQ) se concentre sur la vérification de l'état "tel que construit" de la salle blanche dans son état inactif. Cette phase confirme que les diffuseurs, retours et barrières correspondent aux spécifications de conception. Elle vérifie également que les moniteurs de pression et les jauges sont correctement calibrés et pleinement opérationnels.Une documentation détaillée, y compris les enregistrements de calibration et les emplacements de test cartographiés, est essentielle à cette étape [7][8].
Qualification Opérationnelle (OQ)
La Qualification Opérationnelle (OQ) teste la salle blanche dans son état "au repos" - après l'installation mais avant le début de la production. Cette phase garantit que les systèmes fonctionnent comme prévu en documentant des points de consigne mécaniques stables et des tendances de pression cohérentes. Si des changements significatifs se produisent, tels que le déplacement d'équipements ou la modification du flux d'air, des tests ciblés sont nécessaires pour maintenir l'équilibre [7][8]. Une fois que les systèmes sont confirmés pour fonctionner correctement, l'installation est prête pour la validation des performances dans des conditions actives.
Qualification de Performance (PQ)
La dernière étape, la Qualification de Performance (PQ), valide la performance de la salle blanche pendant les conditions de production réelles. Cette phase évalue si l'installation atteint les objectifs de performance pendant son utilisation pour la production de viande cultivée. Les évaluations clés incluent le comptage des particules pendant l'occupation, la visualisation du flux d'air (comme les études de fumée) autour des zones critiques, et les tests de récupération pour mesurer la rapidité avec laquelle la salle retrouve la propreté requise après une perturbation. Avant de commencer la PQ, assurez-vous que les points de consigne mécaniques sont stables, gérés via bioprocess control software, les emplacements d'échantillonnage critiques sont identifiés, et les registres de nettoyage confirment des conditions validées [7].
Pour les installations de viande cultivée, il est fortement recommandé d'utiliser des agences de validation tierces indépendantes. Cette vérification impartiale a plus de poids auprès des régulateurs et des auditeurs. Allied Cleanrooms souligne :
"Les régulateurs et les auditeurs accordent plus de poids aux résultats provenant d'une partie extérieure sans intérêt dans le résultat" [8].
Cette approche indépendante est particulièrement cruciale pour les installations cherchant à obtenir une USDA subvention d'inspection, qui nécessite la réussite de la consultation préalable FDA [5] [6].
Protocoles de test requis pour la validation de salle blanche
Une fois la Qualification de Conception (DQ), la Qualification d'Installation (IQ), la Qualification Opérationnelle (OQ) et la Qualification de Performance (PQ) terminées, l'étape suivante est une série de tests approfondis pour vérifier la performance de la salle blanche. Ces tests garantissent que la salle blanche est conforme à sa classification ISO et est apte à la production de viande cultivée. Voici un aperçu des principaux protocoles de test.
Tests de comptage des particules en suspension
Ce test mesure le nombre de particules dans l'air pour confirmer que la salle blanche respecte sa classification ISO.Par exemple, une salle blanche ISO 5 ne doit pas dépasser 3 520 particules de 0,5 µm ou plus par mètre cube. Les tests impliquent l'utilisation de compteurs de particules calibrés à des points d'échantillonnage désignés dans des conditions "au repos" et "en fonctionnement". Selon l'ISO 14644-2, les tests de concentration de particules doivent être effectués tous les six mois pour les classifications ISO 5 et plus strictes, et annuellement pour ISO 6 et au-delà [8].
Tests d'intégrité des filtres HEPA
Ces tests garantissent que les filtres à air à haute efficacité (HEPA) fonctionnent correctement, sans fuites ni défauts. Alors que les tests de comptage de particules évaluent la propreté globale de la salle, les tests d'intégrité se concentrent sur les filtres eux-mêmes. Tout changement significatif, tel que le remplacement des filtres ou des modifications de la salle, nécessite un retest immédiat.De nombreuses installations optent pour des agences tierces pour effectuer ces tests, car la vérification indépendante est souvent très appréciée par les régulateurs [8].
Mesures de la vitesse et du volume de l'air
Un flux d'air adéquat est essentiel pour maintenir la propreté. Le flux d'air dans les salles blanches unidirectionnelles devrait généralement se situer entre 0,45 m/s ±20% (entre 0,36 et 0,54 m/s). Les mesures sont généralement prises à hauteur de travail - là où des opérations sensibles, telles que l'inoculation de bioréacteurs, ont lieu au sein de systèmes de bioréacteurs évolutifs - ou à 150 à 300 mm de la face du filtre. La norme ISO 14644-3:2005 stipule que le nombre de points d'échantillonnage doit être égal à la racine carrée de 10 fois la surface de la pièce (en mètres carrés), avec un minimum de quatre lectures et au moins un point par filtre.Les études de fumée ou la cartographie de visualisation du flux d'air peuvent en outre vérifier le flux d'air unidirectionnel et détecter les zones d'air stagnant, connues sous le nom de "régions de sillage" [9] .
Vérifications du Différentiel de Pression
Maintenir des différentiels de pression appropriés entre les zones de salle blanche est essentiel pour prévenir la contamination. Les zones plus propres doivent maintenir une pression positive par rapport aux zones adjacentes moins propres. Des manomètres et capteurs calibrés sont utilisés pour documenter et assurer des différentiels de pression stables.
Vérification de la Température et de l'Humidité
La température et les niveaux d'humidité de la salle blanche doivent être soigneusement contrôlés pour soutenir la production de viande cultivée. Ces conditions influencent la qualité du produit ainsi que la performance des filtres HEPA et d'autres systèmes. Une surveillance continue aide à garantir que ces paramètres restent dans les points de consigne requis tout au long des cycles de production.
Surveillance Continue et Réévaluation
La validation ne s'arrête pas une fois les systèmes en place. Une surveillance continue et une réévaluation périodique sont essentielles pour contrer les effets de l'usure des filtres, de la dégradation des systèmes CVC et des changements de processus. Après avoir atteint la conformité initiale grâce à DQ, IQ, OQ et PQ, maintenir la performance pendant la production active nécessite une supervision continue.
Programmes de Surveillance Environnementale
Un programme de surveillance environnementale robuste suit les comptes de particules en suspension dans l'air, la contamination microbienne, la température, l'humidité et les différentiels de pression selon un calendrier défini. Pour les zones de Grade A, la surveillance doit être continue, tandis que les zones de Grade B nécessitent des vérifications toutes les 15 à 30 minutes. Les zones de Grade C et D peuvent être surveillées toutes les heures ou par quart, en fonction des évaluations des risques [3][4].
La surveillance microbienne combine l'échantillonnage actif de l'air avec des boîtes de sédimentation. Selon les directives GMP du Royaume-Uni, les boîtes de sédimentation doivent être testées au moins une fois par semaine, tandis que les comptages de particules non viables doivent être effectués quotidiennement. La fréquence de surveillance doit augmenter après les activités de maintenance [3][4]. Toutes les données doivent être enregistrées en temps réel, avec des limites d'alerte définies. Par exemple, une zone de Grade A pourrait fixer une limite d'action de 1 UFC/m³ pour les particules viables [1][2]. L'analyse des tendances de ces données peut aider à identifier les problèmes potentiels tôt.
Des outils avancés comme les compteurs de particules laser à distance, les échantillonneurs d'air actifs et les enregistreurs de données avec alertes en temps réel assurent une surveillance continue.Les réseaux de capteurs sans fil offrent une surveillance 24/7 via des tableaux de bord, réduisant la dépendance aux vérifications manuelles [2][10]. Pour maintenir la précision, les capteurs doivent subir une maintenance préventive tous les six mois.
Planification de la revalidation
La revalidation garantit que la performance de la salle blanche reste conforme aux spécifications requises, même lorsque l'équipement vieillit, que les processus évoluent ou que les exigences réglementaires changent. Les déclencheurs de revalidation incluent des changements majeurs, tels que l'installation de nouveaux bioréacteurs, la mise à niveau des systèmes CVC ou la modification des agencements des installations. Pour les installations de viande cultivée, les changements de processus - comme les modifications de la formulation du milieu - doivent également être pris en compte pour gérer les risques de contamination [1] [3].
Les paramètres critiques doivent être revalidés annuellement, avec des vérifications semestrielles et une revalidation immédiate après des changements significatifs. Selon les directives GMP de la MHRA, les salles blanches à haut risque pour la viande cultivée doivent revalider leur Qualification de Performance (PQ) tous les 12 mois, couvrant tous les éléments IQ, OQ et PQ. Après des améliorations du système CVC, des tests doivent être effectués dans les 30 jours [4] [10]. Les calendriers de maintenance préventive doivent également s'aligner avec les audits GMP [2][3].
Pour les besoins de validation continue,
Normes de conformité pour les salles blanches de viande cultivée
Après avoir abordé les protocoles de validation et de test, le dernier obstacle pour la production de viande cultivée est de respecter les normes de conformité pour obtenir l'approbation réglementaire. Les salles blanches utilisées dans ce processus doivent se conformer à ISO 14644 pour les limites de particules et les méthodes de test, ainsi qu'aux directives de Bonnes Pratiques de Fabrication (GMP) pour le contrôle de la contamination et la validation. En suivant ces cadres, les fabricants peuvent s'assurer que leurs installations répondent aux exigences réglementaires strictes. Décomposons le rôle de chaque norme dans la conformité des salles blanches.
ISO 14644 Normes pour la Classification des Salles Propres
ISO 14644 décrit les classifications des salles propres basées sur la concentration de particules en suspension dans l'air. Il mesure les particules de taille ≥ 0,5 μm par mètre cube, avec des classes allant de ISO 1 (la plus propre) à ISO 9. Pour la production de viande cultivée, les classifications les plus pertinentes sont ISO 5 à ISO 8, qui correspondent aux Grades A à D des BPF. Ces normes se concentrent sur les conditions "au repos" - lorsque la salle propre est entièrement installée mais inoccupée.
Bien que l'ISO 14644 établisse la base pour la classification des salles propres, elle ne couvre pas la validation pendant les opérations actives ni n'exige de surveillance microbienne. C'est là que les directives BPF entrent en jeu, ajoutant une couche supplémentaire de conformité pour les installations de viande cultivée.
Exigences GMP pour la viande cultivée
Contrairement aux normes ISO, les GMP exigent une validation pour les états "au repos" (inoccupé) et "en fonctionnement" (occupé). Par exemple, une salle blanche de Grade B permet jusqu'à 3 520 particules ≥ 0,5 μm/m³ au repos, mais ce nombre augmente à 352 000 particules en fonctionnement [12] .
Les GMP utilisent une Stratégie de Contrôle de la Contamination (CCS), guidée par la Gestion des Risques de Qualité (QRM), pour identifier et minimiser les risques de contamination. Les directives précisent également les exigences structurelles et de surface pour prévenir l'accumulation de particules et permettre un nettoyage efficace. Les surfaces doivent être lisses, étanches et durables, tandis que les portes coulissantes sont déconseillées en raison des difficultés de nettoyage. De plus, les éviers et les drains sont interdits dans les zones de Grade A et B pour éviter les réservoirs microbiens.
Étant donné que les humains sont responsables de 75 à 80 % des particules détectées lors des inspections en salle blanche [11], les BPF imposent des protocoles stricts de vêtement et limitent l'accès du personnel pendant les phases critiques de Qualification de Performance (PQ).
Pour les produits nécessitant une manipulation stérile, la validation BPF inclut des simulations de processus aseptiques (remplissages de milieu) pour confirmer que le processus de production peut prévenir la contamination microbienne. La surveillance environnementale est un autre aspect critique, couvrant à la fois les particules non viables et les micro-organismes viables. Les zones de grade A nécessitent une surveillance continue, tandis que les zones de grade inférieur subissent des contrôles fréquents pour maintenir la conformité.
Utilisation de Cellbase pour les ressources de validation de salles blanches
Se procurer des équipements de validation de salles blanches pour les installations de viande cultivée peut être un processus délicat, principalement en raison des outils de surveillance spécialisés nécessaires pour répondre aux normes ISO 14644 et GMP. Les plateformes d'approvisionnement de laboratoire général échouent souvent à stocker ces articles de niche, laissant les équipes d'approvisionnement assembler des solutions à partir de réseaux de fournisseurs fragmentés. Entrez
Accès à des Équipements et Matériaux Vérifiés
Prenons, par exemple, une startup qui a réussi à réduire son délai de validation en s'approvisionnant via
Approvisionnement Simplifié pour les Besoins de Validation
Au-delà de l'offre d'équipements vérifiés,
Les responsables des achats ont signalé un réapprovisionnement plus rapide des outils de surveillance essentiels, y compris les compteurs de particules en temps réel et les enregistreurs de données, qui sont essentiels pour maintenir des programmes de surveillance environnementale efficaces et planifier la revalidation selon les directives GMP [18] . De plus,
Conclusion
La validation des salles blanches dans la production de viande cultivée est un processus méticuleux conçu pour garantir que les installations respectent les limites de particules ISO 14644 et les normes GMP avant que les opérations de bioréacteur puissent commencer. Les données parlent d'elles-mêmes : les salles blanches validées atteignent systématiquement un taux d'assurance de stérilité de 99,99 %, avec des installations conformes à l'ISO 14644 signalant des taux de contamination inférieurs à 1 %.En revanche, les environnements non validés présentent des taux de contamination allant jusqu'à 15 % - une différence frappante qui souligne l'importance d'une validation appropriée[13] [14].
Mais le travail ne s'arrête pas après la validation initiale. Maintenir la performance de la salle blanche est tout aussi important. Selon les experts de l'Institut de Technologie des Salles Blanches, une validation inadéquate représente 40 % des non-conformités GMP dans la biopharma. Pour la viande cultivée, cela pose un risque sérieux, car même un seul événement de contamination pourrait compromettre des productions d'une valeur de dizaines de milliers de livres, soulignant la nécessité d'une couche d'approvisionnement fiable pour sécuriser des intrants de haute qualité[13][14].
FAQs
Quelle est la différence entre qualification et validation dans une salle blanche ?
La qualification et la validation jouent des rôles différents mais tout aussi importants dans le maintien de la conformité des salles blanches.
La qualification consiste à s'assurer que la salle blanche et ses systèmes sont correctement installés et fonctionnent comme prévu. Ce processus implique plusieurs étapes, y compris la Qualification de Conception (DQ), la Qualification d'Installation (IQ), et la Qualification Opérationnelle (OQ). Chaque étape confirme que la salle blanche répond à ses spécifications de conception et fonctionne efficacement.
La validation, en revanche, se concentre sur la capacité de la salle blanche à fournir de manière constante l'environnement requis pendant la production réelle. Il s'agit de garantir la fiabilité à long terme, la sécurité et le respect des normes réglementaires.
Comment choisir la bonne classe ISO/grade GMP pour les zones de viande cultivée ?
Lors du choix de la bonne classe ISO ou du grade GMP pour la production de viande cultivée, tout dépend du stade spécifique de la production et des risques de contamination associés.
- Classe ISO 5: Idéal pour les premières étapes de culture où le maintien de la stérilité est crucial.
- Classe ISO 6: Idéal pour les opérations de bioréacteur, équilibrant propreté et praticité.
- Classe ISO 8: Convient pour les processus de récolte et de transfert, où les risques de contamination sont plus faibles.
Maintenir des normes de propreté plus élevées est essentiel dans les zones où la stérilité ne peut être compromise. De plus, des contrôles environnementaux appropriés sont indispensables pour répondre aux exigences réglementaires.
Quels changements nécessitent une revalidation immédiate de la salle blanche ?
Lorsque des changements majeurs ont lieu - comme des modifications de la disposition de la salle blanche, l'ajout de nouveaux équipements ou des mises à jour des contrôles environnementaux qui pourraient influencer la stérilité ou la conformité - une revalidation immédiate devient nécessaire. De tels changements peuvent affecter des conditions critiques, donc la revalidation garantit que tout continue de répondre aux exigences réglementaires.










